In this weekend’s 3D Printing News Briefs, we’re starting with material and post-processing news from Quickparts, and some more post-processing news from AM Solutions. We’ll end with researchers at the University of Missouri, who are 3D printing realistic brain models.
Quickparts Introduces Two New Materials & Vapor Smoothing

DuraKor parts
Global advanced manufacturing solutions company Quickparts recently introduced new offerings to its portfolio to help take high-performance plastic parts from prototype to production. First, the company launched plastic materials DuraKor and ThermaKor, and it also added vapor smoothing as a core surface finishing capability. All three will help Quickparts support customers over multiple stages of product development by reducing risk, speeding up the path from design validation to production, refining surface quality, and maintaining continuity. DuraKor, mechanically similar to polypropylene, is a naturally watertight engineering plastic that’s great for applications requiring chemical resistance, environmental durability, and toughness. It can be used to validate designs that might transition to molded resins later on, and also for direct digital production. ThermaKor is a high-temperature nanocomposite for applications that need stiffness, dimensional stability, and thermal resistance, like wind tunnel models, mold inserts, and heat-resistant tooling for silicone and urethane. Finally, Quickparts has added vapor smoothing as a standard finishing option for cast and 3D printed plastic parts. The process reduces surface porosity, and offers a consistent, production-quality appearance.
“The biggest challenge in manufacturing isn’t making a part—it’s moving from validation to production without losing performance, quality, or time. With these launches, we’re giving engineers more continuity across that journey, using materials and finishing options designed to perform in real-world production environments,” said Quickparts CEO Avi Reichental.
“Our customers don’t have the luxury of prototyping with one partner, piloting with another, and finding a high-volume supplier fast. They need continuity. Solutions like DuraKor and ThermaKor enhance the Quickparts innovation engine OEMs rely on for the first part and the industrial engine for the millionth.”
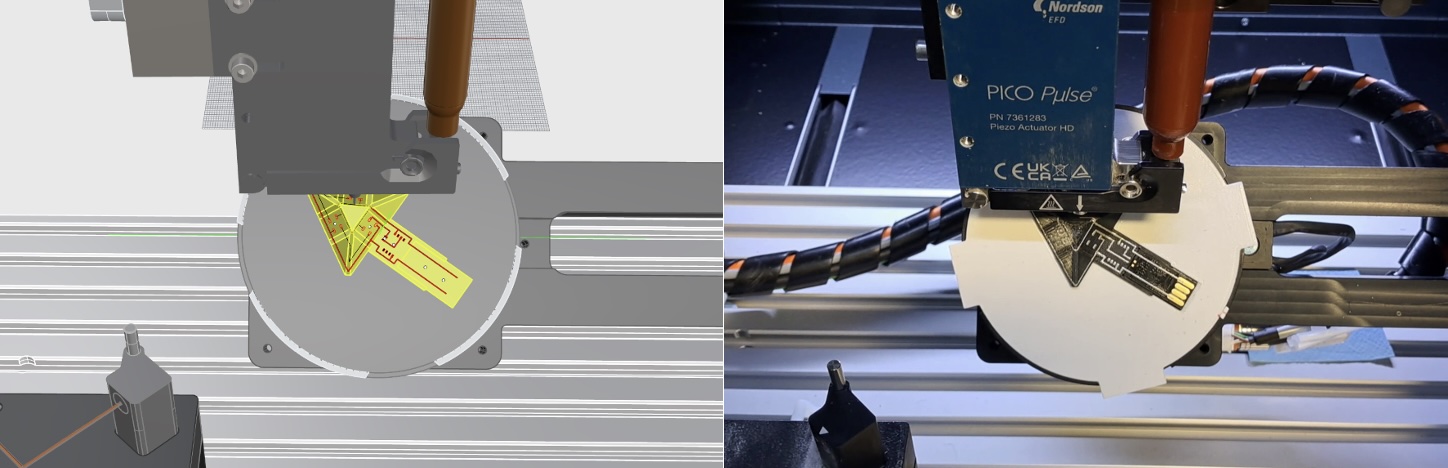
AM Solutions Launches Compact M1 for Automated Surface Finishing

The compact M1 system, setting a new benchmark for automated surface finishing of 3D printed parts in metal and polymer.
Speaking of post-processing solutions, AM Solutions – 3D post processing technology, a brand of the Rösler Group, recently announced the launch of its compact M1 system for automated surface finishing of polymer and metal parts. Replacing the previous M1 Basic, the new M1 system is set up as a “versatile allrounder” for AM finishing, combining smoothing, grinding, polishing, and deburring processes into one vibratory platform. It has several major upgrades, such as a redesigned processing trough with end-side profiling and extra partitions, an extra fresh-water connection for processing with the company’s Keramo-Finish, and, for a smoother workflow, it shifted media/part separation onto a dedicated material cart. Customers interested in production-grade surfaces from a flexible system can process 3D printed parts up to 550 x 150 x 130 mm, either in small batches or as individual components, and choose to run in fresh-water operation or process-water recirculation. The M1 also features low noise levels, an integrated settling tank, and modern HMI with intuitive menu navigation.
“The first M1 Basic proved how powerful vibratory finishing can be for additive. But our customers asked for more flexibility, better ergonomics, and even higher process stability. The new M1 is our answer. It turns what used to be an entry-level solution into an advanced production tool,” said Colin Spellacy, Head of UK Sales at AM Solutions.
“For many AM users, the real bottleneck isn’t printing, it’s finishing. With the relaunched M1, we’re giving them a robust, repeatable and economically attractive way to turn rough builds into market-ready products, without jumping straight to a large, fully automated line. It closes the gap between R&D and industrial production.”
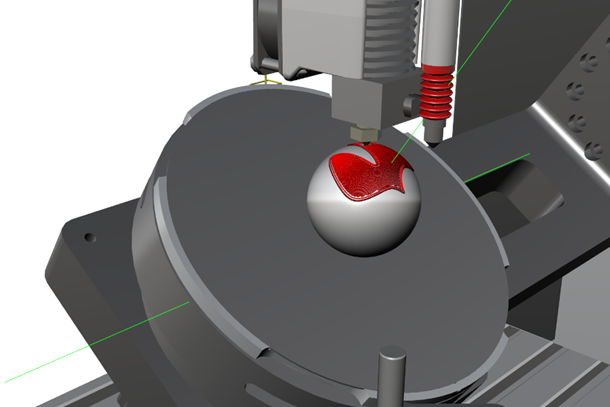
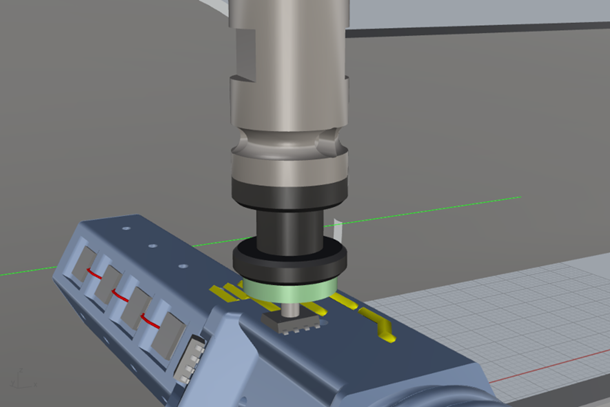
Mizzou Researchers 3D Printing Synthetic Human Brain Models
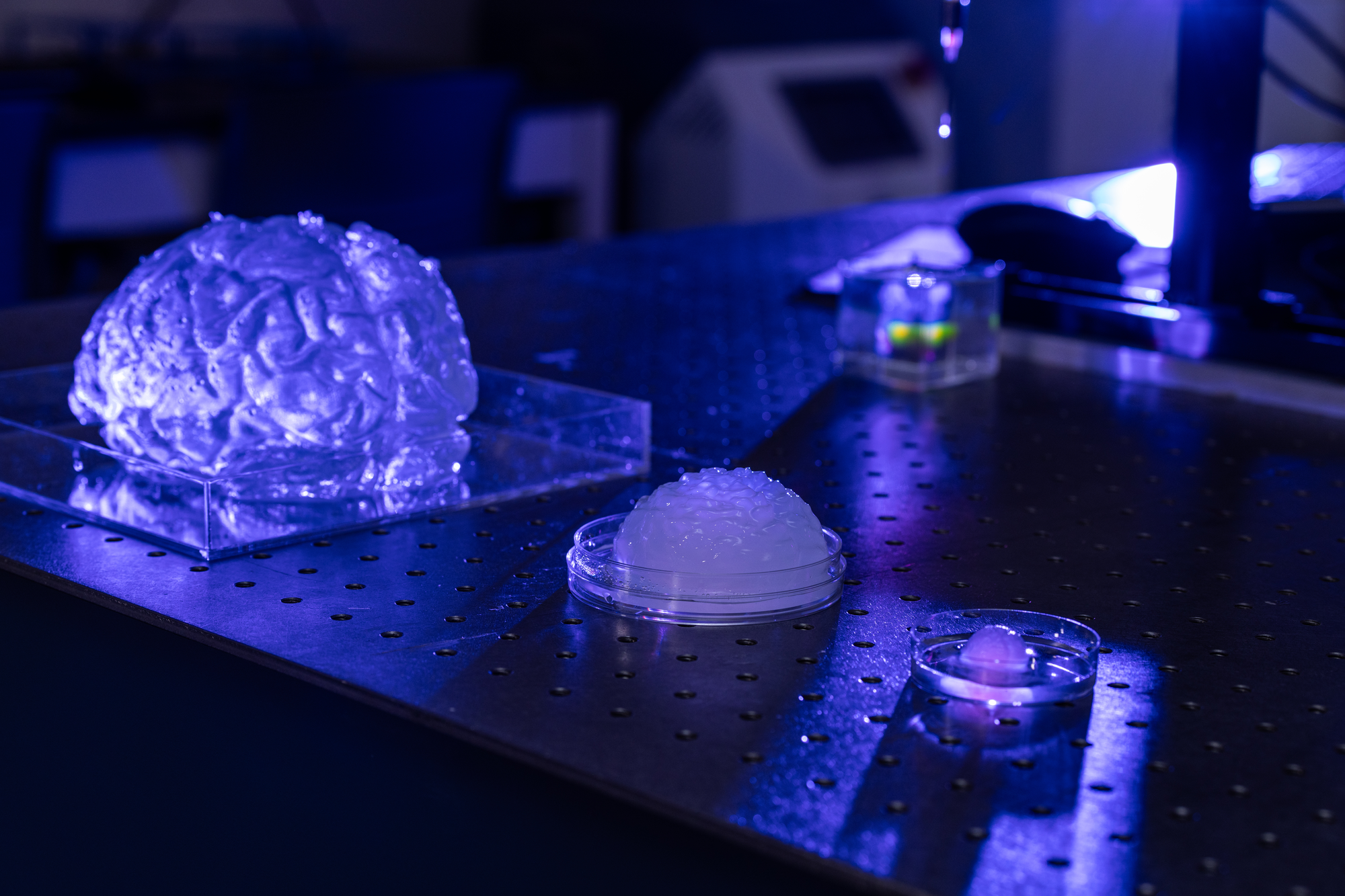
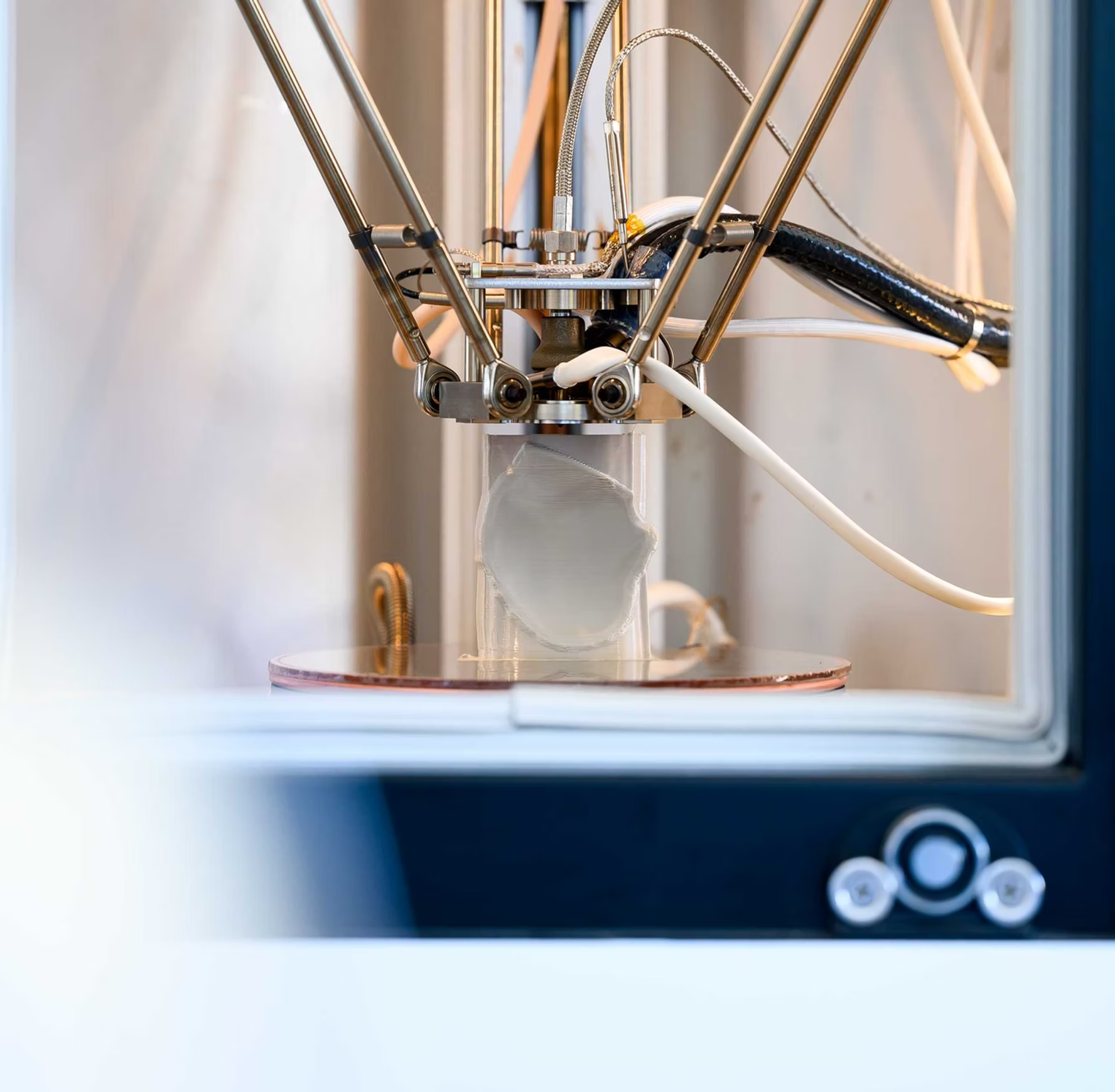
Researchers have already printed a small-scale model, about 15% of the brain’s actual size (far right), and are working toward creating a full-sized version. Photo by Abbie Lankitus.
Scientists have long been investigating how our brains respond to electromagnetic waves and mechanical forces. Soft tissue models are useful, but the conventional methods for creating them fall short, as the models don’t realistically replicate the variations in texture and stiffness of real organs. A team of researchers from Mizzou’s College of Engineering are working to develop realistic, synthetic models of artificial human brains, which can better simulate the complexity of real brain tissue, using a technique called embedded 3D printing. Rather than building 3D layers in open air, this method uses a jelly-like support bath to hold the soft materials in place. The team developed a custom liquid ink that allows them to more closely mimic the dielectric, mechanical, and thermal behavior of brain tissue in their 3D printed models. They can print models that actually behave like gray or white matter in the brain, are scientifically accurate, and realistic to the touch, which could be very useful for medical research and training purposes. The Mizzou team has already printed a small-scale model, and hopes to achieve a full-sized version within a year.
“Human tissues are incredibly heterogeneous, made of different materials with different properties. Our 3D printing approach lets us capture that complexity in a way that wasn’t possible before,” explained Christopher O’Bryan, an assistant professor of mechanical and aerospace engineering and co-author of the team’s study.
 (NPJ) technology delivers differentiated value: aerospace and defense, technical ceramics, precious metals, and luxury manufacturing.
(NPJ) technology delivers differentiated value: aerospace and defense, technical ceramics, precious metals, and luxury manufacturing.