Aside from a quick mention in an episode of our Printing Money podcast, I didn’t know much about Mastrex. But when I heard that the U.S.-based company had developed a $39,000 desktop metal laser powder bed fusion (LPBF) printer, I knew I had to learn more. So I’m very glad to have had the opportunity to speak with CEO Ilay Fridland at RAPID+TCT 2026.
It’s not just polymer 3D printing that’s being democratized these days: metal 3D printing is as well. There are plenty of examples from the last few years, including Metal Base, Scrap Labs, Xact Metal, One Click Metal, FastForm, and more.
“The growing number of consumer metal 3D printing applications in the market is leading to that the LPBF technology is gaining traction among end users and will increasingly be considered for producing a wide variety of products,” One Click Metal’s CEO Gerrit Brüggemann told Joris Peels when asked his predictions for industrial production in metal AM.

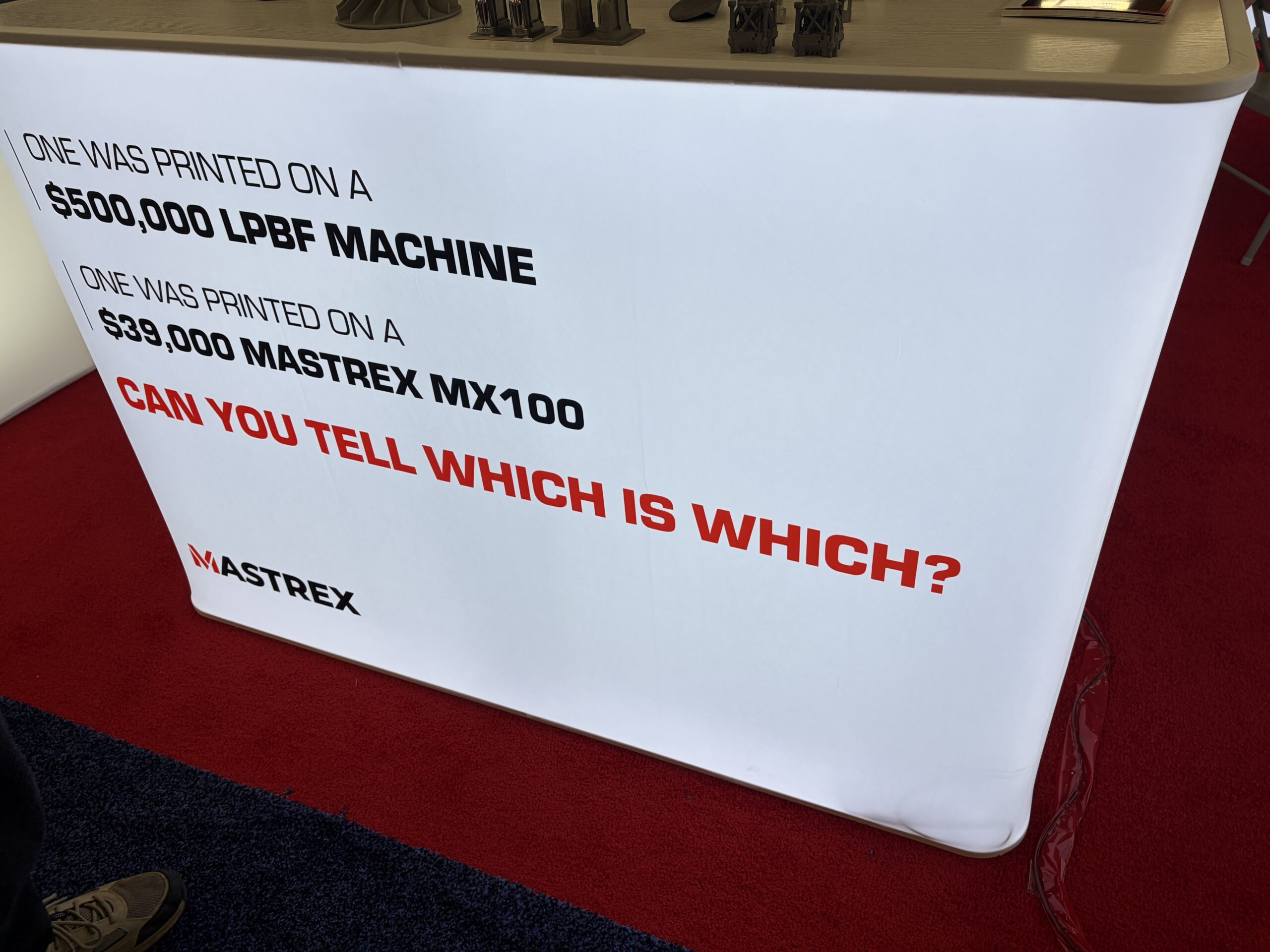
Mastrex booth at RAPID+TCT 2026.
At RAPID, Fridland told me that Mastrex started selling machines over a decade ago, offering polymer 3D printers, CNC milling machines, and fiber laser cutters.
“We always had demand for metal 3D printing, but the technology wasn’t mature enough for our customers,” he explained. “It was great for some critical applications like aerospace, and parts that you can’t make any other way. But for our customers, it was too expensive, sometimes unreliable, and tolerances weren’t always great.”
But, he said that this all changed about three years ago. The price of components went down enough, and the technology matured enough, that it was possible to get good LPBF-specific components, like software and laser optics.

Fridland said that with other AM technologies, such as FDM and SLA, the machines started out huge and then went down in price and form factor.
“Now we are seeing the same happen with metal LPBF 3D printing,” Fridland said.

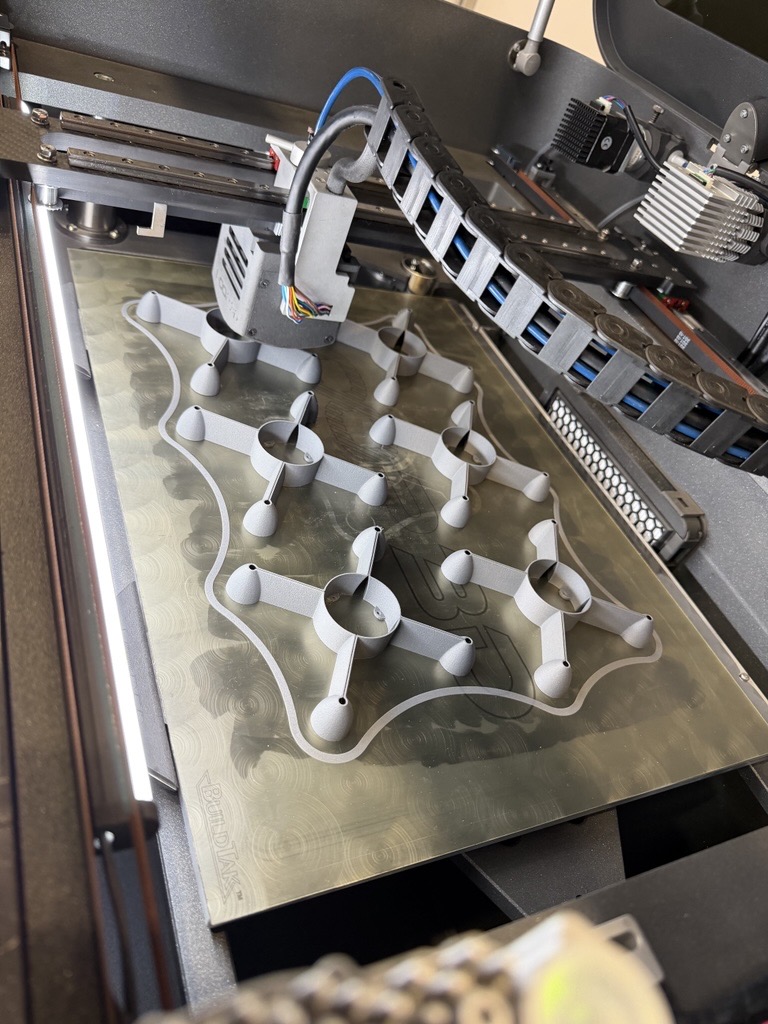
Mastrex MX100 at RAPID+TCT 2026.
Then he showed me the desktop MX100, the company’s entry-level metal LPBF printer, which starts at an almost unbelievable $39,000. It features a 100 x 100 x 80 mm build volume, one 300 W laser, a “fast and reliable galvo scanner,” and 20-60 µm layer height. The printer is compatible with a variety of materials, including stainless steel, copper alloy, aluminum, titanium, Inconel, cobalt-chromium, and more.
“You get real metal parts straight from the machine, you don’t need to sinter them, so you don’t have an issue with shrinkage and deformation,” Fridland said. “Same technology, same tolerances, same powder as industrial machines that cost over a million dollars, just with a smaller print area.”
Mastrex offers several other metal 3D printers, going up in both print volume and number of lasers.
The desktop MX100 is good for desktop prototyping, education, and R&D purposes, while the slightly larger MX120, which starts at $49,000, offers a 120 x 120 x 100 mm build volume, and also has a 300 W laser, is more for research labs and larger prototypes. After that, the lasers in the printers go up to 500 W, making them “comparable with the real industrial machines.”

Mastrex MX300 at RAPID+TCT 2026.
The other printers in the MX Series are:
- MX150, 150 x 150 x 120 mm build volume, one 500 W laser
- MX220, 220 x 140 x 200 mm build volume, two 500 W lasers
- MX300, 300 x 300 x 350 mm build volume, two 500 W lasers
- MX400, 400 x 350 x 400 mm build volume, four 500 W lasers
- MX800, 800 x 600 x 900 mm build volume, eight 1,000 W lasers
Mastrex is only selling its printers up to the MX400, as the MX800 is still in development and won’t be released until later this year.
“With the largest system, you can get a 400 millimeter working area and eight lasers, which is suitable for real production. In one build, and depending on the size of the part, our customers are getting dozens of parts all the way up to a thousand parts plus.”
Fridland says that the second largest Mastrex system, the MX400, “is still very reasonable in price.”
“You are looking at 400 millimeters, four lasers, and it’s around $360,000. Other solutions with these specs would be a million plus,” he said. “So across the board, it’s revolutionary.”


Mastrex is mostly seeing applications in dental labs, universities, and prototyping for its smaller MX Series printers, while the medium-sized systems are being used for medical applications and in machine shops.
The larger format MX400 has mainly been sold for aerospace applications, but Fridland says they’re getting interest from the DoD, especially because Mastrex is a U.S. company and its printers are assembled in the U.S.
The company was founded in New Jersey, but is moving most of its operations to San Diego in just a few months, in order to be closer to its aerospace customers and suppliers in California and Mexico. Mastrex will keep some offices and a showroom in New Jersey to maintain an East Coast presence, though.

Mastrex has been making the rounds at 2026 trade shows, starting at CES in January and also attending AMUG last month, before coming to RAPID.
“It’s very different than what people are used to,” Fridland said about the company’s technology. “Even after the events, I’m getting many emails and messages from people about how interesting it is to see something that is truly different. And not just 10% faster, but something that is really changing the industry.”
With the company’s background of selling CNC milling machines for aluminum and stainless steel to machine shops, Fridland said that a lot of those customers weren’t using plastic polymers, so they never adopted FDM printers or any additive technology. So for many Mastrex customers, this is their first LPBF metal 3D printer, or even their first 3D printer altogether.
“When they see the parts that we have, great surface finish, great tolerances, the variety of materials…this is something they recognize,” Fridland explained. “These are the parts that they actually need. This is not just prototyping.”

Fridland also said the cost of Mastrex’s printers is similar to a CNC machine, depending on which system you’re talking about. So they “don’t have to spend five times more on a piece of a equipment that they never had a chance to try.”
“Most of them, they waited, just because it’s a big risk for them. But now, instead of getting another CNC machine, they’re getting one of these and they’re getting into LPBF.”
He also told me that some customers have purchased one of the smaller Mastrex printers, like the MX100 or MX150, and liked them so much that they came back and bought the much larger MX400. This says a lot about the quality of these low-cost metal LPBF systems.
“The first machines we sold about a year ago, and we have some repeat customers already, because they see the benefit, and it’s different than other solutions in the market,” Fridland said.

Tool steel 3D printed mold insert, after and before polishing. Mastrex booth at RAPID+TCT.
In his keynote presentation at AMS 2026, Stratasys CEO Yoav Zeif said that “desktop is taking over the industry.” It’s clear that this isn’t just the case for polymer 3D printing, but metals too. With its low-cost, high-quality desktop metal LPBF systems, Mastrex is definitely a company we’ll be keeping an eye on in the future.
Images courtesy of Sarah Saunders.