For decades, the early stages of manufacturing have been defined by a simple, frustrating trade-off: you can have it precise, or you can have it fast. AI just broke that rule. Manufacturing has never lacked data, but it has consistently lacked time at the earliest stages of decision-making.
Across engineering, procurement, and sourcing teams, critical information still arrives as technical drawings, blueprints, scanned documents, images, or even photographs shared over email. While downstream workflows are increasingly digital, early-stage decisions often depend on incomplete inputs and manual interpretation by the expertise trapped in engineers’ minds.
This is where AI-assisted interpretation of 2D drawings and images into 3D geometry is beginning to change how teams work. Not by replacing CAD, but by removing it as a bottleneck when speed matters more than production-ready precision.
Why 2D Still Dominates Early Manufacturing Decisions
Despite decades of CAD adoption, many manufacturing workflows still begin without a 3D model. A supplier receives a dimensioned drawing but no STEP file. A procurement team needs a cost estimate before engineering resources are available. A sales engineer must respond to an RFQ having only a PDF attached.
In these situations, the objective is not production-ready details. It is speed, feasibility, and direction. Can this part be manufactured? Which process makes sense? Is the cost even in the right range?
Traditional CAD workflows are not designed for this stage. Creating a fully parametric, production-ready model, can take hours, sometimes days. For early estimation, that effort is often disproportionate to the decision being made.
What 2D-to-3D Conversion AI Actually Means
Recent advances in AI now make it possible to convert 2D inputs into usable 3D representations in minutes. Importantly, this does not mean generating perfect CAD models. Modern systems now automate the leap from flat drawings to 3D meshes. While these meshes are only an approximation, they capture the proportions, shape and volume accurately enough to drive immediate cost estimation and decision-making.
3D Spark bridges the gap before traditional CAD is even necessary, this AI driven conversion is positioned as a pre-CAD tool. The goal is not to replace engineering work, but to eliminate unnecessary delays in early quoting and feasibility analysis.
Image 1: 3D Spark’s 2D drawing to 3D feature
Image 2: 3D Spark’s Image to 3D feature
Input Flexibility Reflects Manufacturing Reality
One of the most practical aspects of this approach is input flexibility. Rather than relying solely on clean technical drawings, AI-assisted systems can work with:
- Technical drawings
- Standard images and legacy photos
- Hand sketches or basic text descriptions
This matters because real-world inputs are rarely ideal. By interpreting different 2D sources and converting them into AI-generated 3D geometry, teams can move forward faster and more efficiently.
The Output: 3D Geometry for Cost Estimation and Production Technology Comparison
The resulting scaled 3D-mesh is not suitable for direct CNC machining, tight-tolerance manufacturing, or toolpath generation. When users ask, “Can I machine from this file?” the correct answer is no. But that is also the point.
Where the Real Value Appears: Cost and Process Estimation
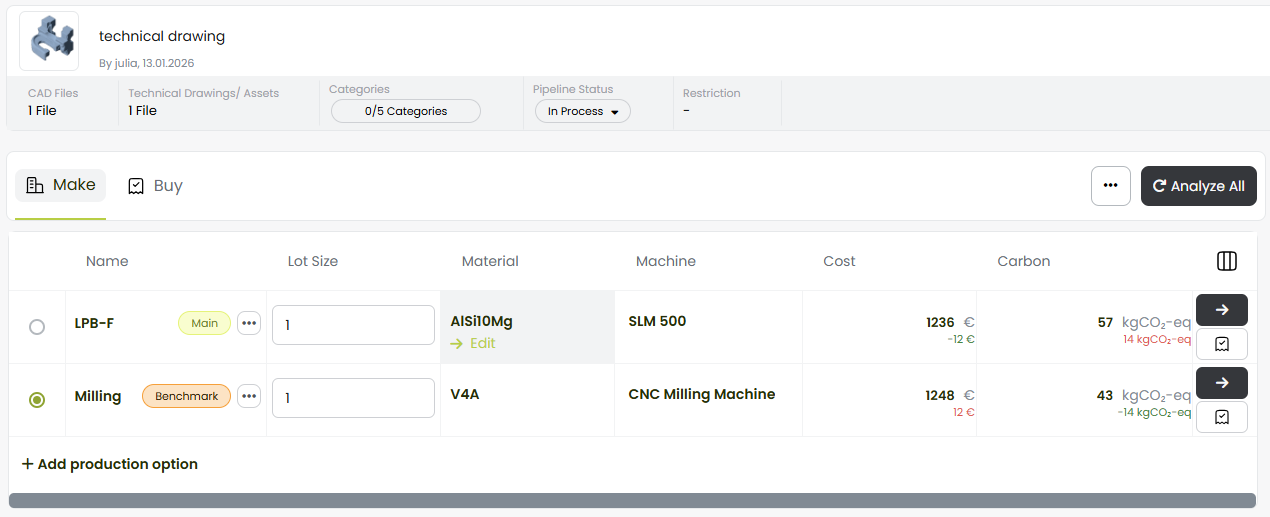
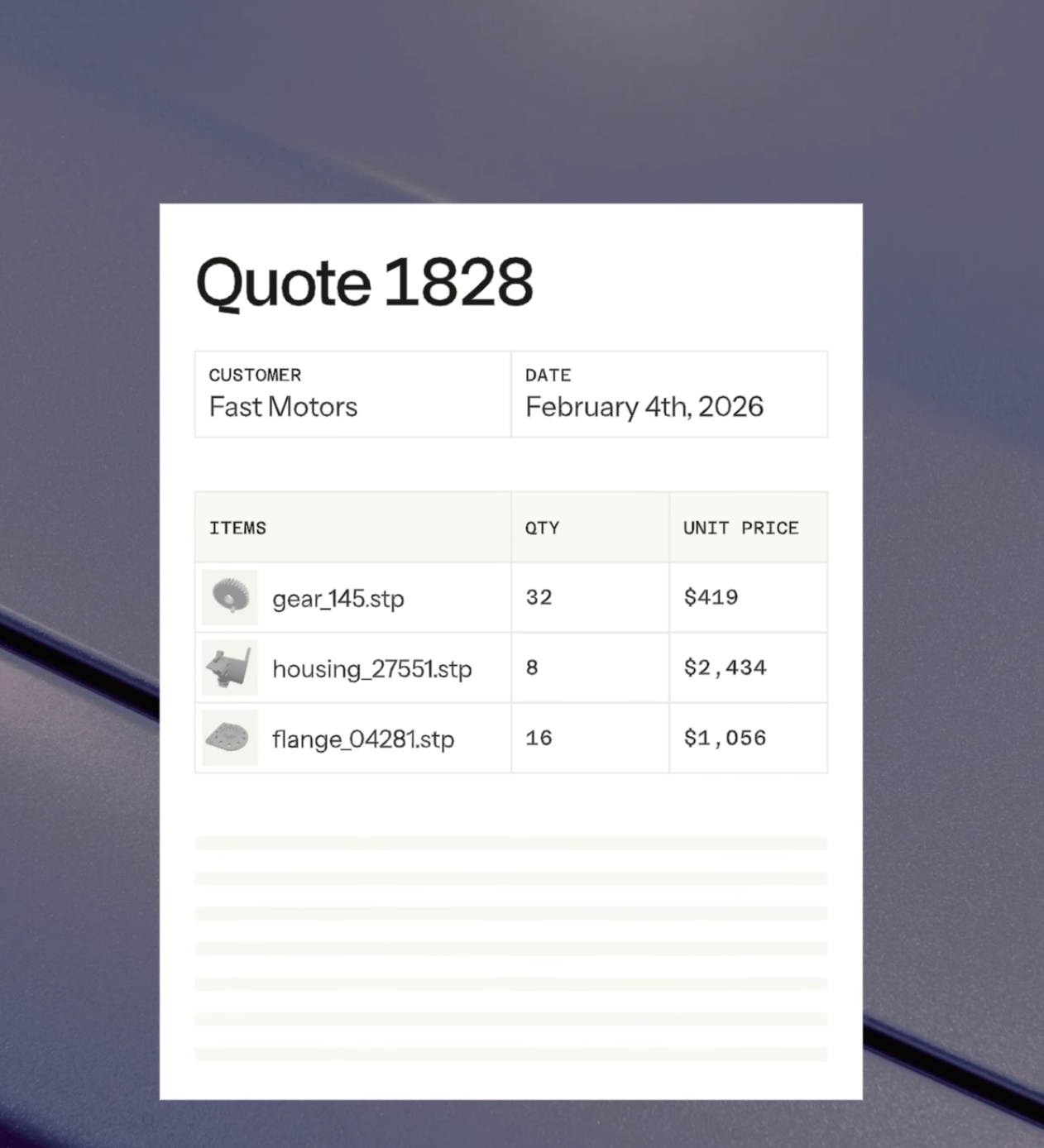
Image 3: Automated costing analysis using the 3D Spark platform
Once 3D Spark converts the 2D input into a 3D mesh, it doesn’t stop there. The platform immediately uses that approximate geometry to predict material usage, production time, and process costs and therefore turning a static image into a calculated business case.This allows teams to perform cost estimation based on the 2D input in minutes rather than hours.
Instead of delaying RFQs or relying on assumptions, teams can quickly assess whether a part should be machined, additively manufactured, cast, or sourced externally by identifying the cost drivers early, before committing engineering time to detailed design work.
While AI-assisted 2D-to-3D interpretation accelerates early estimation, more detailed costing and feasibility analysis are often required as decisions progress. Platforms like 3D Spark extend this workflow by supporting accurate cost calculation, and manufacturability assessment based on full 3D data and production-specific parameters, allowing teams to move from initial direction to validated decisions without restarting the process.
This continuity is particularly valuable in MRO and spare parts workflows, where early decisions must translate directly into execution without rework or lost time.
Why This Matters Now
Manufacturing teams are under pressure to move faster, quote faster, and make better make-or-buy decisions with less information. AI-driven 2D to 3D conversion does not solve everything, but it solves a very real problem that has existed for decades.
This reflects a broader shift in manufacturing, where AI is proving valuable not only during design work, but by accelerating the decisions that happen before design even begins.
3D Spark is a Bronze Sponsor for Additive Manufacturing Strategies (AMS), a three-day industry event taking place February 24–26 in New York City. The conference brings together industry leaders, policymakers, and innovators from across the global AM ecosystem. Registration is open via the AMS website.













 significantly reduce high toxicity-related treatment costs and improve workflow efficiencies to handle more cases more effectively overtime.
significantly reduce high toxicity-related treatment costs and improve workflow efficiencies to handle more cases more effectively overtime.