The development of additive manufacturing has closely tracked broader trends in industrial digitalization. Additive manufacturing is digital at its point of origin. Geometry, process parameters, and machine instructions are all derived from digital data. This has made AM compatible with, and increasingly dependent on, wider digital manufacturing infrastructures.
The force shaping this phase has been the growing use of digital tools across product development and production. Model-based definition, simulation-driven design, and software-managed quality systems have become more common. As these practices spread, expectations around data consistency, traceability, and system integration increased. Additive manufacturing did not drive this shift, but it was affected by it more directly than many conventional processes.
The central challenge is that additive manufacturing generates large volumes of process-relevant data while remaining sensitive to digital dependencies. Machine software versions, parameter files, build preparation tools, and monitoring systems all influence the outcome. Managing this data reliably across design, production, quality assurance, and IT environments adds complexity that extends well beyond the printer itself.
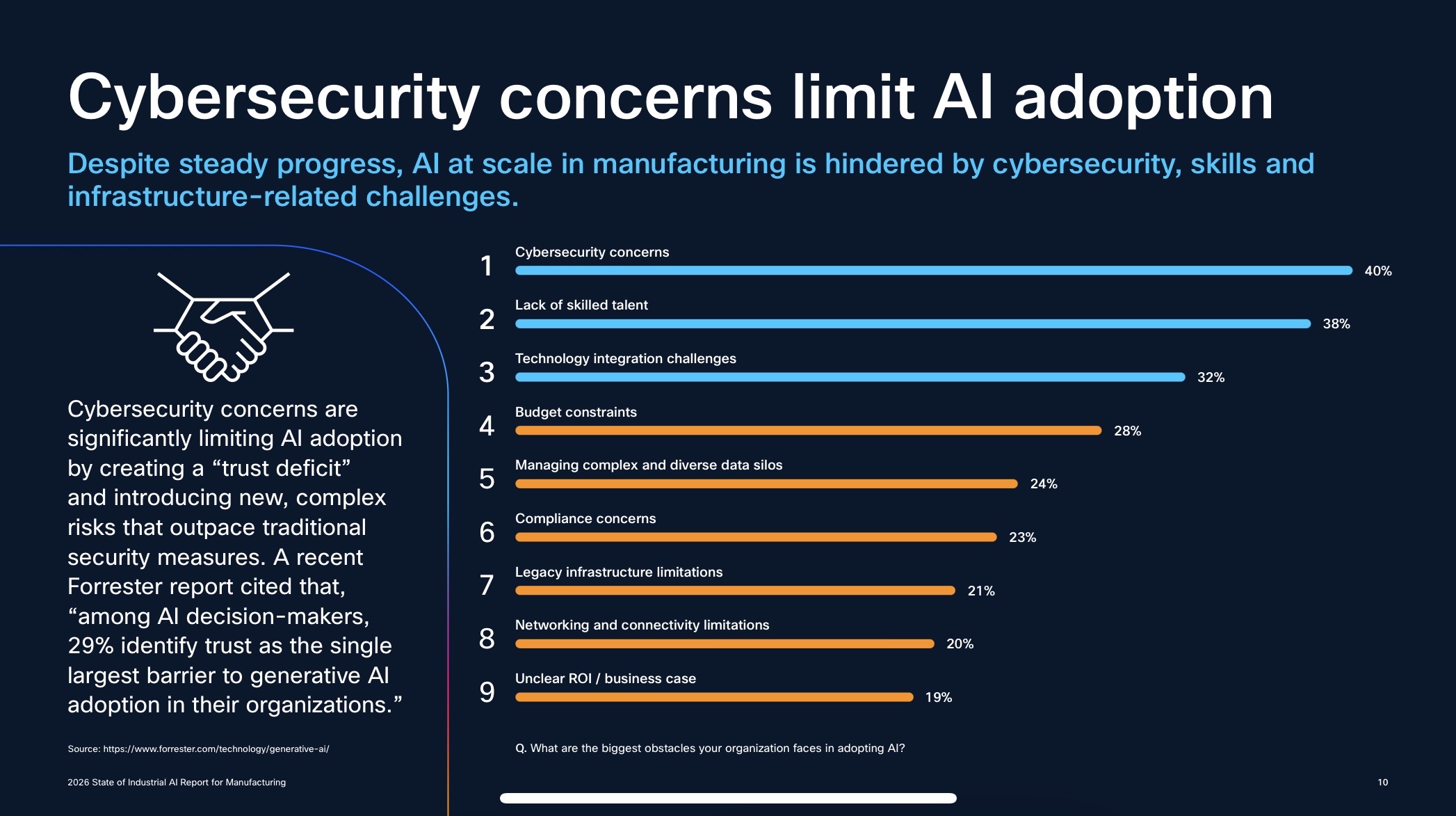
The industrial response has been an increased emphasis on process documentation, data handling, and system integration. Additive manufacturing implementations now rely on structured workflows that link design intent to manufacturing evidence, often supported by PLM, MES, and quality management systems. In parallel, concerns regarding cybersecurity and intellectual property protection have become more prominent, particularly when digital build files and process data are valuable assets.
This has reinforced a broader pattern. As additive manufacturing approaches serial production, success depends less on standalone machine capability and more on the maturity of the surrounding digital infrastructure. Organizations with established digital manufacturing practices tend to integrate AM more effectively. Those without such foundations often encounter bottlenecks that are not directly related to the AM process itself.
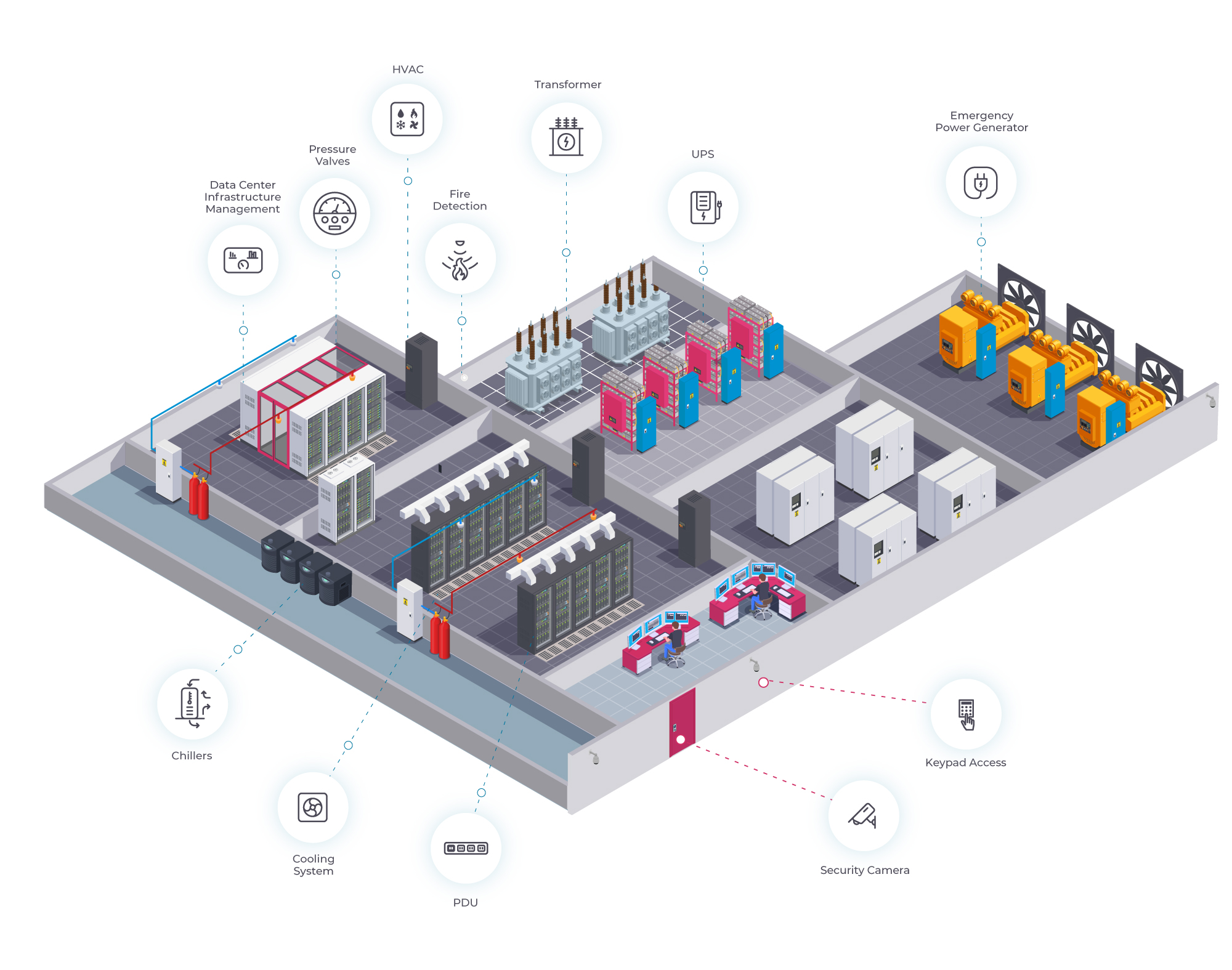
Data center cybersecurity. Image courtesy of Nozomi Networks.
Supply chain resilience and strategic use of AM
In recent years, additive manufacturing has been discussed more frequently in the context of supply chain resilience, risk management, and localized production. This interest has been driven primarily by external disruptions rather than by changes in additive manufacturing capability. Geopolitical tensions, logistics constraints, and exposure to single source dependencies have prompted many organizations to reassess how and where critical parts are produced.
The force at play has been strategic rather than operational. Additive manufacturing has been considered as a way to reduce dependence on long lead time suppliers, enable on-demand production of spare parts, or provide contingency manufacturing capacity closer to the point of use. These considerations have been particularly visible in defense, energy, transportation infrastructure, and certain industrial service contexts.
In parallel with these considerations, geopolitical developments have increasingly influenced how additive manufacturing is evaluated and deployed. In defense, energy, and critical infrastructure environments, emphasis on sovereignty, availability, and controllability extends procurement scrutiny beyond part performance. Machine origin, software architecture, data access, and vendor dependence have become part of the decision context. At the same time, Chinese manufacturers have advanced rapidly in machine capabilities, cost, and delivery speed, increasing competitive pressure on established suppliers in Europe and the United States. For some organizations, this has expanded access to additive manufacturing technology. For others, it has introduced additional requirements related to security, compliance, and strategic risk. These factors do not determine adoption on their own, but they increasingly shape procurement criteria and constrain deployment choices in environments where trust, traceability, and jurisdictional control matter.
The challenge is that requirements in these sectors often conflict with the conditions under which additive manufacturing is most easily deployed. Parts considered critical from a resilience perspective are frequently subject to strict qualification, documentation, and security requirements. In many cases, the effort required to qualify an additively manufactured spare part exceeds the effort required to continue sourcing it conventionally, even when supply chains are fragile.

The Creech Air Force Base team created the new facility to print spare MQ-9 parts. Image courtesy of U.S. Air Force/Senior Airman Renee Blundon.
The industrial response has therefore been cautious and selective. Additive manufacturing has been introduced as a supplementary capability rather than as a replacement. Deployment has often been limited to non-safety-critical components, legacy parts with diminishing supplier support, or situations where downtime costs outweigh the effort required for qualification. Where additive manufacturing has been adopted for resilience reasons, it has typically been embedded within tightly controlled frameworks, with clear boundaries on scope and responsibility.
This pattern highlights a recurring theme in the adoption of additive manufacturing. Strategic interest alone does not translate into industrial deployment. Even when motivation is strong, implementation is governed by the same constraints that shape all other production uses. Qualification burden, process confidence, and organizational readiness remain decisive.
Structural constraints that continue to shape adoption
Despite continued technical development, several challenges have remained structurally significant across additive manufacturing applications and industries. These challenges are not tied to a specific technology generation or sector. They arise from how additive manufacturing systems interact with materials, data, and organizational processes.
Process stability and repeatability remain central concerns. Additive manufacturing processes are sensitive to variation in material properties, machine condition, environmental factors, and parameter selection. Small changes can have disproportionate effects on part quality. Achieving statistically stable production, therefore, depends on disciplined control of inputs and operating conditions rather than on machine capability alone. This requirement has limited the transfer of AM from controlled pilot environments into broader production contexts.
Qualification and change management impose further constraints, particularly in regulated or safety-critical applications. Modifications to materials, machine hardware, software, or process parameters may trigger requalification. As a result, additive manufacturing production systems tend to favor fixed configurations and conservative update cycles. While this supports reliability, it constrains continuous improvement and reduces the practical flexibility often associated with AM in earlier discussions.
Post-processing and inspection remain integral parts of the manufacturing chain. Support removal, heat treatment, machining, surface finishing, and non-destructive evaluation are frequently required to meet functional and regulatory requirements. These steps introduce cost, lead time, and variability that must be managed as part of the overall process. In many cases, post-processing capacity rather than printing throughput becomes the limiting factor.
Economic evaluation also remains complex. The value of additive manufacturing is often distributed across reduced tooling, design consolidation, reduced lead times, improved inventory management, and enhanced lifecycle performance. These benefits are real, but they are difficult to capture within cost models optimized for unit price comparison. This creates uncertainty in investment decisions, particularly when additive manufacturing competes with mature and well-understood manufacturing routes.
Organizational capability is an additional and often underestimated constraint. Effective deployment spans design engineering, materials expertise, quality assurance, production planning, and IT infrastructure. Aligning responsibility and competence across these functions is challenging, especially in organizations structured around conventional manufacturing processes. Where such alignment is weak, additive manufacturing adoption tends to remain fragmented or experimental.
Taken together, these constraints explain why progress in additive manufacturing is often incremental rather than transformational. They are not temporary obstacles awaiting technical breakthroughs, but persistent features of an industrial process that integrates tightly with material science, digital systems, and organizational practice.
Additive manufacturing in a broader innovation cycle
Viewed in the broader context of the innovation cycle, the development of additive manufacturing follows patterns familiar from earlier industrial process innovations. New manufacturing methods rarely replace established ones outright. Instead, they gain relevance where existing processes encounter structural limits and expand gradually as complementary capabilities mature.
From this perspective, additive manufacturing exhibits selective rather than comprehensive displacement. In specific contexts, where complexity, customization, or performance dominate, AM has altered how parts are designed and produced. At the same time, highly optimized, high-volume manufacturing processes have remained largely unaffected. This coexistence reflects historical patterns rather than a failure of adoption.
Additive manufacturing functions primarily as an enabling technology. Its impact increases when combined with advances in materials, digital design, simulation, automation, and quality management. On its own, it does not constitute a new industrial paradigm. Its industrial relevance depends on how effectively it is integrated into broader production systems and organizational structures.
This framing helps explain both the sustained interest in additive manufacturing and the limits of its penetration. Progress has occurred through accumulation and adaptation within existing industrial realities rather than through broad disruption of them.

A 3D printed transmission test tool, designed in the Toyota ADD Lab and printed on the Stratasys H350 using PA12 material. Image courtesy of Stratasys.
The current state of additive manufacturing
Based on observable industrial practice, several statements about the current state of additive manufacturing can be made without speculation.
Additive manufacturing is established across a range of production niches in which it delivers clear functional or logistical value. These niches are well documented and, in many cases, supported by formal qualification frameworks.
Adoption remains uneven across industries and applications. Additive manufacturing is deeply integrated in some supply chains while remaining peripheral in others, even within the same sector. This variation is best explained by differences in regulatory exposure,
production volumes, economic constraints, and organizational readiness rather than by differences in awareness or technical maturity.
Current industrial efforts focus less on expanding capability and more on stabilizing processes. Monitoring, documentation, traceability, and integration with enterprise systems are receiving increasing attention. In many organizations, the primary work associated with additive manufacturing is no longer experimental development but operational management.
Across these contexts, system-level factors such as qualification, post-processing, data handling, and organizational alignment exert greater influence on outcomes than incremental improvements in machine performance. This reflects a shift from technology exploration toward industrial normalization.
Implications for future development
Looking ahead, the same forces, challenges, and industrial responses that explain the past and present of additive manufacturing also provide a grounded way to think about its future. This does not require forecasts or advocacy. It requires attention to how constraints are managed over time.
Progress is likely to be shaped less by headline technical advances and more by how effectively organizations handle structural limitations. As additive manufacturing systems mature, innovation increasingly occurs at the level of process control, qualification strategy, software integration, and organizational learning. Improvements in machine capability will continue, but they are unlikely to eliminate the constraints associated with regulated production, economic evaluation, and system integration.
External forces are also likely to exert greater influence on how additive manufacturing is used than on what it can technically achieve. Geopolitical shifts, supply chain restructuring, and industrial policy decisions affect risk tolerance, sourcing strategies, and investment priorities across manufacturing sectors. These forces do not inherently favor additive manufacturing, but they shape the context in which decisions are made and can increase the relevance of flexibility, localization, or redundancy under certain conditions.
Patterns of innovation are therefore likely to remain uneven. In some cases, progress will be driven by advances in materials, processes, or software. In others, it will come from faster iteration, system scaling, and tighter integration of existing technologies. New entrants may succeed not by redefining the underlying physics of additive manufacturing, but by compressing learning cycles and industrializing known approaches more effectively. This reflects a shift in where competitive advantage is created rather than a break with earlier innovation.
Taken together, these dynamics suggest that additive manufacturing will continue to evolve as a specialized and increasingly normalized production route. Its role will be defined by where its strengths align with real constraints, such as performance requirements, lead time pressure, qualification regimes, and organizational capability, rather than by expectations of broad replacement or disruption.
This perspective does not point toward a single outcome. It points toward continuity, with additive manufacturing advancing through accumulation, adaptation, and selective integration, shaped by forces that are largely external to the technology itself.

The DLR Future Lab for Additive Manufacturing & Engineering at the ARENA2036 research campus. Image courtesy of DLR (CC BY-NC-ND 3.0).
Additive manufacturing occupies a mature and clearly defined position within modern industrial practice. It is neither a nascent technology awaiting a breakthrough nor a universal solution. Its strengths and limitations are well documented, and its development has been shaped largely by forces external to the technology itself.
This article has focused on additive manufacturing at a structural level. It has examined how the technology has developed, which forces have shaped its adoption, and which constraints continue to define its industrial role. It has not attempted to compare specific technologies, assess individual vendors, or evaluate market size or growth projections. The intent has been to establish context that explains why additive manufacturing looks the way it does today, why adoption patterns differ across industries, and why progress often appears slower or more fragmented than early expectations suggested.
I am now in my third decade of work in additive manufacturing and have observed much of this development firsthand. That experience does not alter the conclusions but reinforces the article’s central point. Understanding additive manufacturing requires separating capability from applicability, interest from deployment, and potential from constraint. A fact-based, framework-based view provides a more reliable basis for industrial decision-making than enthusiasm or skepticism alone.

Ulf Lindhe. Image courtesy of The Org.
About the Author:
Ulf Lindhe is a veteran executive in the additive manufacturing industry with decades of experience spanning technology development, industrial strategy, and global market expansion. He has held senior leadership roles within the metal additive manufacturing sector, contributing to the commercialization and international growth of advanced AM systems. Over the course of his career, Lindhe has worked closely with aerospace, medical, and high-performance engineering companies, helping bridge the gap between technological capability and practical industrial deployment.