Reshoring manufacturing in the U.S. is a stated national priority. Policymakers, industry leaders, and defense planners agree that domestic production capacity is essential for economic resilience, national security, and long-term competitiveness. While the term “reshoring” is often used broadly, its intent is clear: reduce overreliance on extended global supply chains and restore critical manufacturing capabilities within the United States.
The harder questions lie beneath the headline. How far into the supply chain can reshoring realistically extend? Is recreating an entire domestic manufacturing supply chain feasible or even necessary? Which capabilities should be brought back? Reshoring requires clear rules of engagement to include identifying which materials, processes, and capabilities must be established to ensure resilience, while recognizing that some level of global integration will remain. Equally important is defining success; how do we know we’ve been successful? I’ll offer that, at a top level, success should be measured by the existence of sustained, scalable production capacity that can meet commercial and national needs.
Additive Manufacturing Strategies 2026 kicks off with a panel discussion tying reshoring and additive manufacturing (AM) together. As the moderator of that panel, I’m keen to have a conversation on this relationship. I believe AM should be best understood as an enabler of reshoring, not its objective. AM offers flexibility, rapid iteration, and the ability to localize production, but only when embedded within a broader industrial ecosystem capable of supporting it. After all, most AM technologies make shapes, not final products.
That distinction matters because reshoring is fundamentally a systems problem. Technology alone does not create capacity. Printers, no matter how advanced, cannot compensate for missing elements elsewhere in the ecosystem. Successful reshoring requires coordinated readiness across the ecosystem: a skilled workforce, mature technologies (linked hardware and software solutions) connected via a coherent digital strategy, an end-to-end supply chain, a modernized and robust infrastructure, and a viable business model supported by customer demand must all be present. When any one of these elements is absent, capacity fails to materialize, regardless of how much technology is deployed.
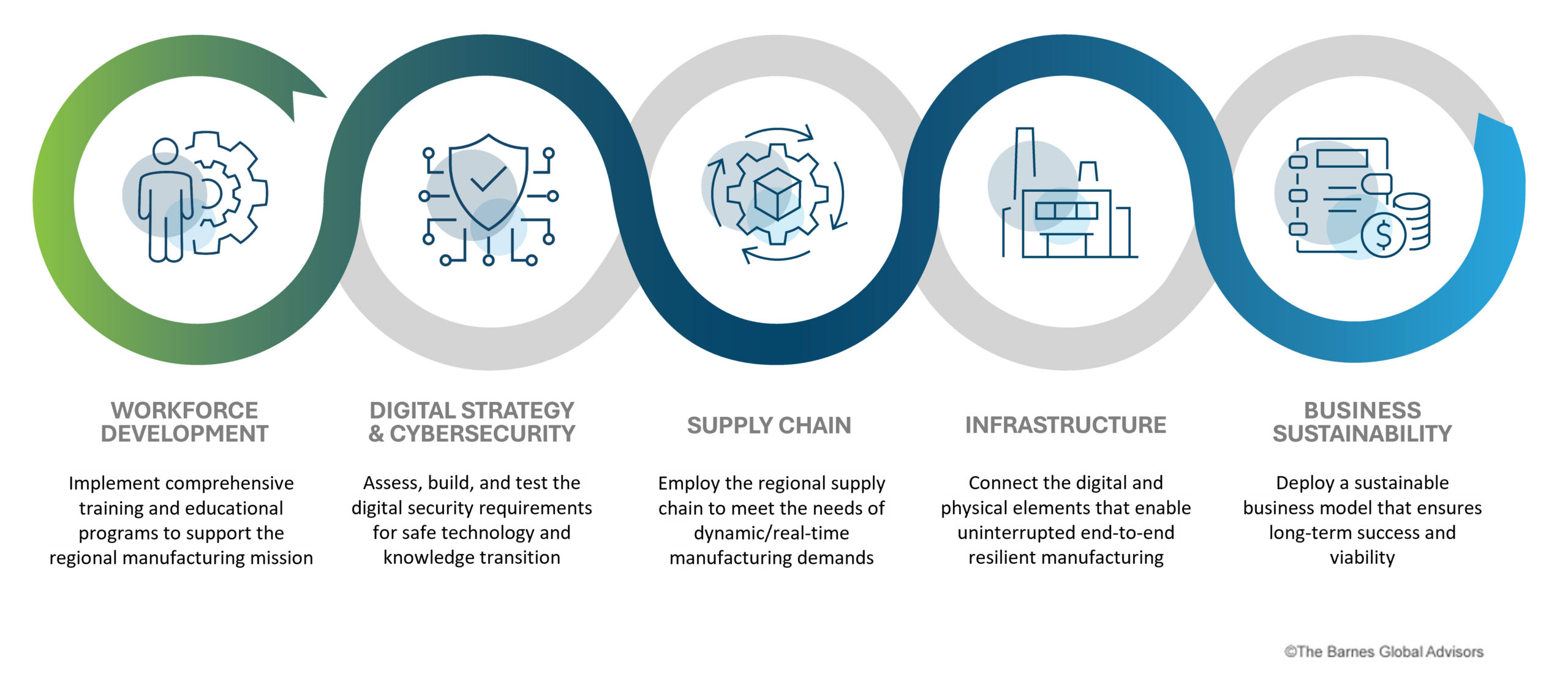
Figure 1. Key pillars of a fully integrated and resilient manufacturing ecosystem.
This is why industrial readiness matters more than machine count. Expanding on a recent piece by Aaron Slodov, printer installations are often used as a proxy for progress, but printer count does not equal production capacity. True impact depends on readiness across the full value chain, from requirements through to delivery. The current efforts on supply chain readiness within the U.S. Navy’s Maritime Industrial Base (MIB) illustrates this shift from demonstration to implementation, emphasizing integrated workflows that supporting repeatable, production-grade outcomes rather than one-off successes.
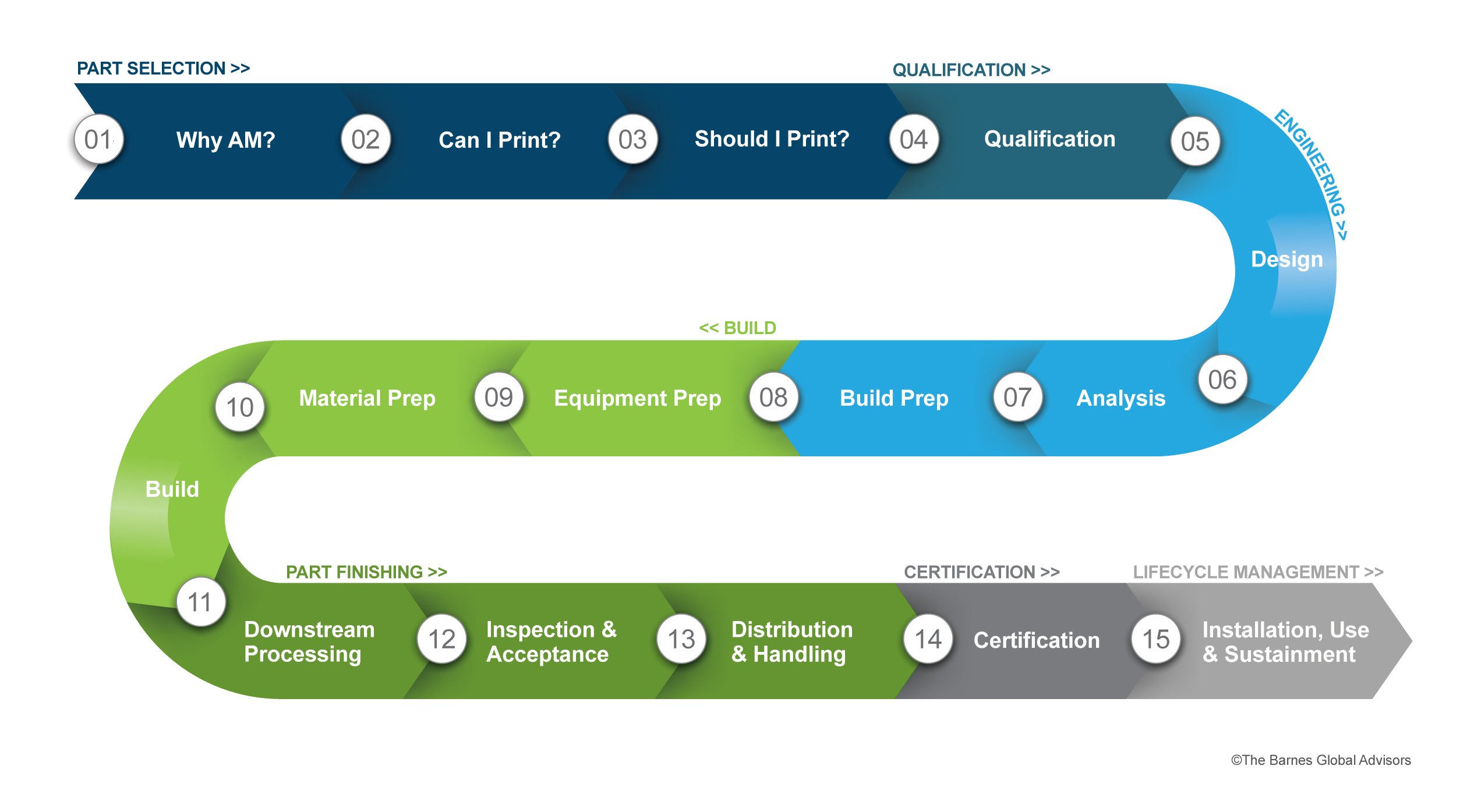
Figure 2. Industrial readiness requires maturity across the entire value chain.
Reshoring also does not happen centrally. Reshoring happens regionally, through manufacturing ecosystems that align industry demand, workforce pipelines, digital infrastructure, and predictable market signals. These ecosystems create the conditions in which additive manufacturing can scale beyond laboratories and pilot facilities. When AM is embedded within a regional network of suppliers, training institutions, and end users, its advantages (i.e., speed, flexibility, and localization) translate into real production capability. The U.S. Congress is looking for this model to bear out through what it is calling the Civil Reserve Manufacturing Network. My team at The Barnes Global Advisors has been developing one version of this model for the past 5 years at Neighborhood 91.
As the U.S., and frankly other nations as well, focus on securing supply chains, the discussion around reshoring and the role that AM plays in achieving that end state requires more attention. I’ll contend that reshoring should prioritize a system of systems approach over isolated technologies, and that success should be measured by usable, surge-capable manufacturing capacity versus isolated demonstrations or machine installations. In addition, policy, funding, and programs must also be aligned to outcomes that support long-term industrial readiness at all levels of the supply chain.
As my former colleague of mine once said, AM is a great catalyst for this discussion. I’ll be continuing this discussion on the opening day of AM Strategies 2026 with a panel consisting of LJ Holmes (University of Harrisburg S&T), Joe Calmese (ADDMAN), Matt Gratias (Relativity Space), and Matt Draper (U.S. Department of War). I hope you’ll join us.
Andy Davis is the Director of Government Solutions for The Barnes Global Advisors (TBGA).
He is a respected leader in the Defense advanced manufacturing and industrial base community, known for his ability to catalyze diverse groups to collaborate for a common cause. He spent 19 years within the Department of Defense, most recently as the Deputy Director and Chief Technology Officer of the Industrial Base Analysis and Sustainment (IBAS) Program, where he led the organizational design, program planning and management, strategic planning, technical assessments, and the expansion of Program acquisition platforms. Prior to that, Andy worked for the U.S. Army Combat Capabilities Development Command (DEVCOM), including a role as the Army’s Global Technology Advisor to the United Kingdom, Israel and South Africa; he lived in the U.K. with his family and focused on connecting industry, academia and allied Ministries of Defense with U.S. Army researchers. Andy also led the Army’s Manufacturing Technology (ManTech) Program, where he helped launch the Manufacturing USA Institutes, led the Army and DoD in first-of-their-kind AM technology roadmaps, created the Army’s AM community of practice, helped draft the Army’s AM campaign plan, and led the Joint Defense Manufacturing Technology Panel (JDMTP) in establishing a strategic framework to standardize cross-DOD collaboration. Prior to this, Andy held a variety of Army mechanical engineering positions, primarily focused on electro-mechanical design and prototyping. Andy received his bachelor’s and master’s degrees in Mechanical Engineering from Grove City College and Johns Hopkins University, respectively. Andy loves spending time adventuring with his family, is an avid outdoorsman, enjoys demolition derbies and is learning to master the art of smoking meats.
The Barnes Global Advisors is the Presenting Sponsor for Additive Manufacturing Strategies (AMS), a three-day industry event taking place February 24–26 in New York City. You can register here.