Generative AI is rapidly moving beyond digital experimentation and into real manufacturing environments — but the key challenge remains: can AI-generated 3D models move seamlessly from creation to production?
At TCT Asia 2026, technology developers across the AI-driven 3D ecosystem will present integrated solutions that demonstrate how generative design, engineering optimization, printable model preparation, and editable 3D assets are converging into a complete production-ready workflow.

Unlike early-stage demonstrations focused on isolated capabilities, exhibitors at TCT Asia 2026 will highlight end-to-end digital-to-physical pipelines, including AI-based 3D model generation, engineering-grade geometry optimization, printable model preparation, high-resolution texture generation, and editable AI-generated 3D content. Together, these developments signal a shift from AI as a creative tool toward AI as an operational manufacturing technology.
From AI Creation to Production-Ready Assets
Platforms such as Tripo Studio will present next-generation AI-driven 3D creation systems capable of generating high-precision models directly from text, images, or sketches. Its latest release, Tripo High-Poly 3.0, introduces dual-output workflows designed to balance production efficiency with ultra-high geometric fidelity, supporting applications ranging from product design and gaming assets to additive manufacturing.
Bridging Generative AI and Printable Manufacturing
Meanwhile, MeshyAI Creative Lab focuses on closing the gap between generative design and manufacturing execution. The platform automatically repairs geometry, validates manufacturability, and recommends materials, surface finishing methods, and printing parameters. Through integrated manufacturing partner networks, users can obtain real-time quotations and production options, enabling a direct pathway from AI-generated design to physical parts — even without advanced CAD expertise.
Foundation Models Reshaping the 3D Pipeline
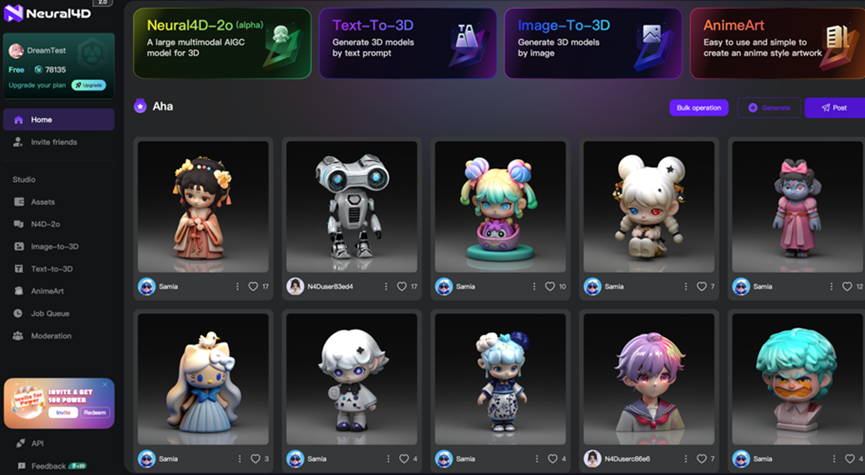
Advances in native 3D foundation models are also accelerating industrial adoption. DreamTech (Booth 8N118) will showcase its Neural4D series, demonstrating how large-scale 3D/4D generative models can support digital content creation, engineering design, and physical manufacturing applications while significantly reducing training costs through sparse 3D learning architectures. These developments highlight how AI infrastructure is rapidly maturing to support production-level deployment across industries.
Structurally Aware Texturing for Real Manufacturing
Beyond geometry generation, high-resolution texture systems are becoming increasingly important for downstream manufacturing and visualization. Hitem3D (Booth 8C35) will introduce Hitem3D 2.0, featuring structurally aware PBR texture generation that integrates material and geometric logic directly into the generation process, producing more realistic results while improving consistency for additive manufacturing workflows.
Entering the Era of Editable AI-Generated 3D
Another emerging frontier is the ability to edit and iteratively refine AI-generated 3D assets. Hyper3D.AI, developed by Yingmou Technology, will present its approach to enabling localized editing, versioned iteration, and controlled evolution of AI-created 3D models. The company will debut this framework during the TCT Introducing product launch sessions, highlighting how editable AI-generated 3D content could fundamentally reshape long-term digital design and manufacturing workflows.

A Convergence Point for AI-Driven Manufacturing
Together, these innovations reflect a broader industry transition: generative AI is moving beyond visual experimentation to become an integrated component of real production pipelines. TCT Asia 2026 will serve as one of the first major international stages where the full AI-to-manufacturing workflow — from generative modeling to physical output — is demonstrated at scale.
TCT Asia 2026 will take place 17–19 March 2026 at the National Exhibition and Convention Center (Shanghai). For manufacturers, designers, and technology leaders evaluating the readiness of AI-generated 3D models for real-world production, the event offers a comprehensive view of how rapidly these technologies are advancing from concept to industrial reality.
Don’t miss the chance to witness the full AI-to-manufacturing workflow in action. Reserve your visit to TCT Asia 2026 today.