Walk into TCT Asia 2026, and the first impression is density. More than 55,000 square meters across Halls 7.1 and 8.1 at Shanghai’s National Exhibition and Convention Center, over 550 exhibitors, and more than 35,000 expected visitors. That scale reflects an additive manufacturing market that no longer feels experimental; it feels commercial and in motion. China’s decade-long industrial policy push, from “Made in China 2025” onward, has already reshaped sectors from EVs to AI infrastructure. At TCT Asia 2026, additive manufacturing looked unmistakably like the next chapter of that story.
What stood out most was not that Chinese firms can now build competitive machines (that is old news). It was the shift from machine-centric competition to application-centric competition. Many exhibitors were no longer selling speed, lasers, or build volume in isolation. They were selling workflow, uptime, integration, cost reduction, throughput, and use cases. The national manufacturing system on display was one that has become better at absorbing, deploying, testing, and commercializing new tools at speed. That is a much more consequential stage of market development.
One useful way to understand the show is by its split personality. Hall 7.1 concentrated the metal AM value chain. The leading exhibitors were no longer positioning their systems around raw specifications or research capability. Their pre-show messaging centered on scalable production, cost efficiency, sustainability, and automation-readiness. This is not the language of a market stuck at prototyping.
Meanwhile, Hall 8.1 carried a different but related energy. This was where the crowd density felt especially intense, and where consumer- and prosumer-facing systems made a broader point about market maturity. We’ll take a closer look at this side of the market in Part 2.

Hall 7.1: When Metal AM Becomes Manufacturing Infrastructure
The metal side of TCT Asia 2026, concentrated in Hall 7.1, was not about printing impressive one-off parts. It was about proving that metal AM can operate as a reliable, high-throughput production infrastructure, and that the economics now justify the claim. A strategic report published in early March 2026 by Guojin Securities (国金证券), widely cited by industry outlet Nanjixiong (南极熊), framed what is happening as “triple efficiency-driven inflation” (三重效率驱动通胀): three converging cost reductions (collapsing raw material prices, multiplying laser efficiency, and scaling build capacity) inflating addressable demand so aggressively that entirely new application categories are opening up. The exhibitors in Hall 7.1 were the physical evidence.
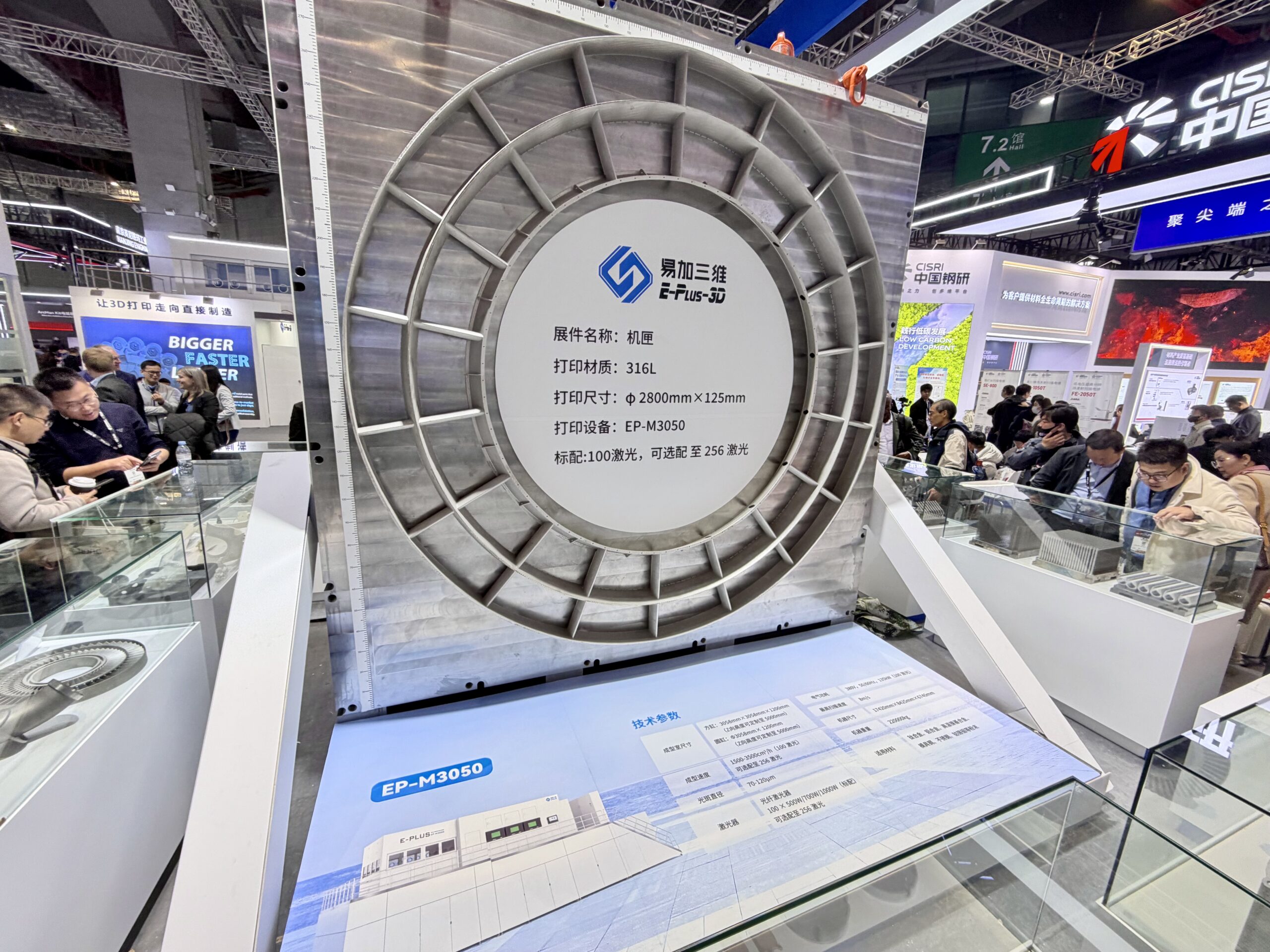
Eplus3D‘s EP-M2050 was the most dramatic example. With a build volume of 2050 × 2050 × 1100 mm and support for up to 64 lasers, it is a machine designed for a very specific industrial reality: super-meter-class monolithic structures for aerospace, including rocket engine housings, satellite frames, and structural components that once required dozens of separately machined parts welded together. Eplus3D has already delivered over 100 of these large-format systems to the aerospace sector.
But what made the EP-M2050 story genuinely interesting at TCT Asia was not its aerospace pedigree. It was the crossover. During the company’s presentation, Eplus3D pointed to the production of titanium alloy hinge covers for Honor foldables as evidence that metal AM is entering consumer electronics supply chains. That application case alone tells you how far the economics have shifted. The same technology that prints rocket parts is now being positioned for much higher-volume categories, helped in part by the decline in Ti-6Al-4V titanium alloy powder costs in China from roughly 600 RMB/kg in 2023 to under 300 RMB/kg in 2024, with recycled powder from companies like 3R Sirui pushing toward 200 RMB/kg by 2026. That kind of material cost collapse does not merely improve margins; it eliminates an entire category of objection that kept printed parts out of consumer supply chains.
Farsoon‘s FS350M series made a different but equally important point. The system offers a 425 × 350 × 400 mm build volume with up to six lasers, but its footprint is only six square meters. For manufacturers planning factory layouts, that density (maximum output per unit of floor space) matters more than raw build volume. Farsoon’s bidirectional powder-spreading system minimizes laser idle time, resulting in a machine optimized not for spectacle but for ROI per square meter. That ROI equation is shifting further as beam-shaping technology enables thicker layers and faster scanning without sacrificing part density. Multiple exhibitors at the show demonstrated throughput gains of 3x or more. As laser counts per machine scale from four to dozens, fixed depreciation is spread across exponentially more parts per build cycle.
HBD‘s P400 and the MT280 optical system brought dynamic beam shaping to the Chinese metal AM market. The concept of switching in real time between a fine Gaussian spot for precise contours and an annular ring beam for rapid infill was pioneered by nLIGHT (US) with its Corona AFX fiber laser family, published as early as 2022, and is now integrated into EOS and AMCM systems in Europe. Fraunhofer ILT and IAPT in Germany have been researching the underlying physics for years. HBD’s Guangchi II (光驰Ⅱ) applies the same principle: real-time, intelligent beam-profile switching based on part geometry, with the MT280 adding dual-wavelength support (1070/1080 nm) for high-reflectivity metals such as copper and aluminum. Together with Farsoon’s own beam-shaping integration, HBD’s system shows how quickly advanced optical approaches are being adopted across the Chinese AM supply chain.
Shenzhen Addireen Technologies offered another data point in what is becoming a crowded but important segment: green-laser copper 3D printing. The underlying approach, using 515–532 nm green lasers instead of standard 1064 nm infrared to overcome copper’s high reflectivity, is not new. Germany’s Trumpf commercialized it around 2020 with the TruPrint 1000 Green Edition, and within China, BLT announced its own green-laser solution in mid-2024. The physics are well established: copper absorbs green-wavelength energy far more efficiently, enabling stable melt pools without the excessive power, spatter, and optics damage that plague infrared-based copper printing.
What Addireen represents is different: a Chinese startup founded in 2023 as a spinoff from laser manufacturer Shenzhen Gongda Laser (with nearly 18 years of laser R&D behind it) that has vertically integrated the entire green-laser PBF stack, developing the laser source, optical system, and printer in-house. Their ADDIREEN 400G is a four-green-laser system with a 400 × 400 × 400 mm build volume, significantly larger than Trumpf’s research-scale platform. The reported specs (99.8%+ density, 101% IACS electrical conductivity, 390 W/(m·K) thermal conductivity, and 0.08 mm minimum wall thickness for pure copper parts) are competitive, and the company claims to have also achieved 0.06 mm wall structures in pure tungsten and stainless steel.
The significance here is not a technological breakthrough but a familiar pattern in China’s AM ecosystem: take a proven concept pioneered elsewhere, localize the entire supply chain, including the laser source, scale the build volume to production-relevant dimensions, and offer it at a price point that makes adoption realistic for domestic EV, data center, and aerospace thermal management applications. Whether Addireen can convert its technical specs into sustained production contracts, competing against both Trumpf’s established credibility and BLT’s scale, remains to be seen. But the fact that multiple Chinese players are now offering green-laser copper solutions tells you something about the maturity and speed of this market.
Taken together, the developments in Hall 7.1 point to a market that is moving beyond technical capability into production deployment. The machines are scaling, costs are declining, and application cases are expanding into higher-volume categories.
But this is only one side of the picture. In Hall 8.1, a different set of dynamics was on display, reflecting how the broader ecosystem is evolving alongside this shift. We’ll take a closer look at this in Part 2.
Images courtesy of Sangmin “Simon” Lee for 3DPrint.com unless otherwise noted.