Portal Space Systems has raised a $50 million Series A round, valuing the company at $250 million.
The startup is developing maneuverable spacecraft designed to operate more dynamically in orbit, targeting missions that require greater flexibility than traditional satellite systems can provide. At its core, the company is building spacecraft that can move more efficiently once in space, rather than staying locked into fixed orbits like most satellites today.
The idea is simple: getting to space is no longer the biggest challenge, but moving once you’re there is. And Portal Space is focused on solving that, building spacecraft that can reposition, adapt, and operate across different orbits as mission needs change.
“Our customers don’t just need access to space. They need the ability to operate across it,” said Jeff Thornburg, CEO and founder of Portal Space Systems. “The systems that succeed in this next phase of space exploration will be those that can move quickly, deliberately, and repeatedly across and between orbits, and that’s been Portal’s focus since day one.”
Shared by Thornburg, the news points to continued investor interest in advanced space infrastructure, an industry where additive manufacturing (AM) is playing a growing role.
Jeff Thornburg. Image courtesy of Portal Space Systems.
The round was led by Geodesic Capital and Mach33 Financial Group, with participation from Booz Allen Hamilton, AlleyCorp, FUSE, Trajectory Ventures, and ARK Investment Management.
In fact, ARK is led by Cathie Wood, one of the most visible investors in emerging technologies. Through her firm, she has backed a range of 3D printing and advanced manufacturing companies over the years, including dedicated exposure through ARK’s 3D Printing ETF. Wood is also closely tied to the industry’s recent consolidation wave, having played a role in bringing attention and capital to several public 3D printing companies during what 3DPrint.com previously described as the sector’s “mergerocalypse.”
Her presence in this round doesn’t mean Portal Space is a 3D printing company, but it does show how investors who have followed additive manufacturing closely are now backing companies where it plays a role behind the scenes.
The mix of investors also reflects where Portal Space is aiming to play. Some, like Booz Allen, bring strong ties to defense and national security, while others, like Mach 33, are laser-focused on space markets. That lines up with Portal’s goal of serving defense, civil, and commercial space missions.
A Familiar Face in Additive — and on 3DPrint.com
For 3DPrint.com readers, Portal Space is not new. The company, and Jeff Thornburg himself, have been featured multiple times, including a prior interview on 3DPrint.com and an appearance on Joris Peels’ podcast, the 3DPOD, where Thornburg discussed the company’s approach to high-performance propulsion and how AM enables new design possibilities. That work is centered on solar-thermal propulsion, a system designed to deliver high efficiency while allowing more flexible movement in orbit.
Thornburg is well known in both aerospace and AM circles. Before launching Portal Space, he held leadership roles at companies like SpaceX and Blue Origin, where 3D printing was already being used to produce complex rocket engine components.
At SpaceX in particular, he saw firsthand how 3D printing could replace slower, less reliable casting processes, cutting production times and allowing more integrated designs with fewer parts.
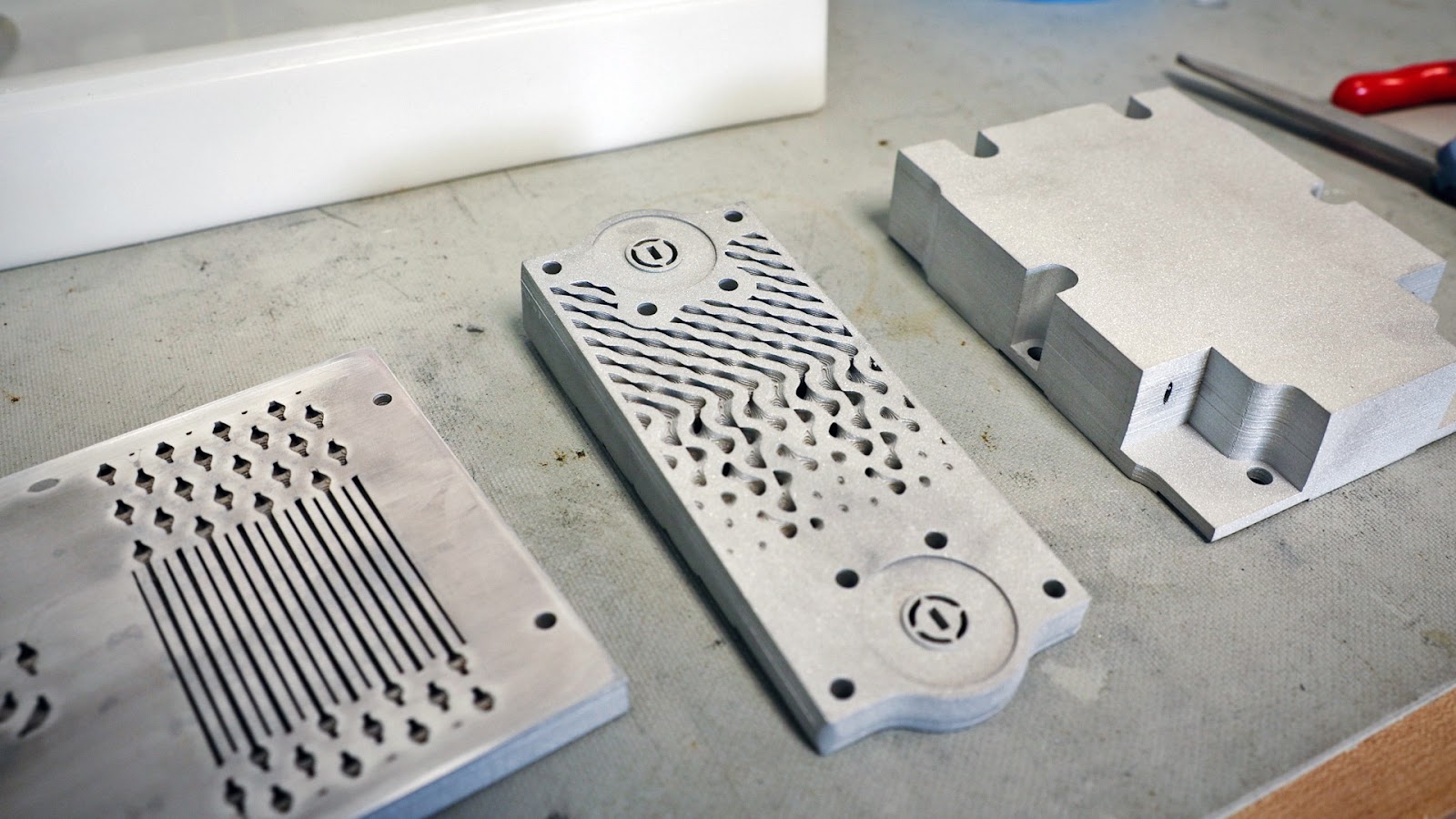
That experience helped shape his view of AM as a way to rethink propulsion architectures, reduce part counts, improve performance, and accelerate development cycles. At Portal Space, that approach is a big part of how the company makes its technology, and is now backed by new capital. A lot of those parts are hard to make using traditional methods, which is where 3D printing comes in.
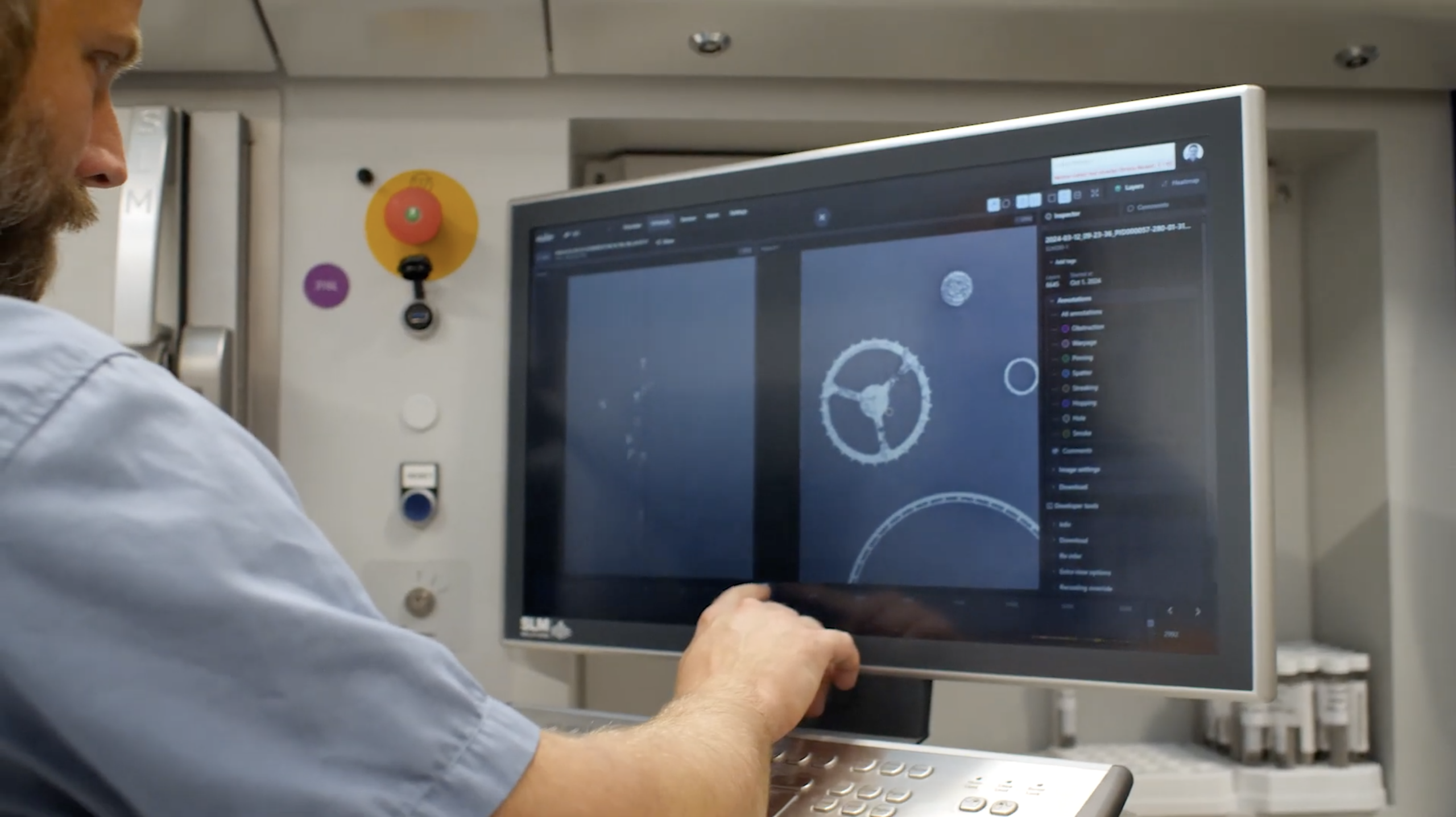
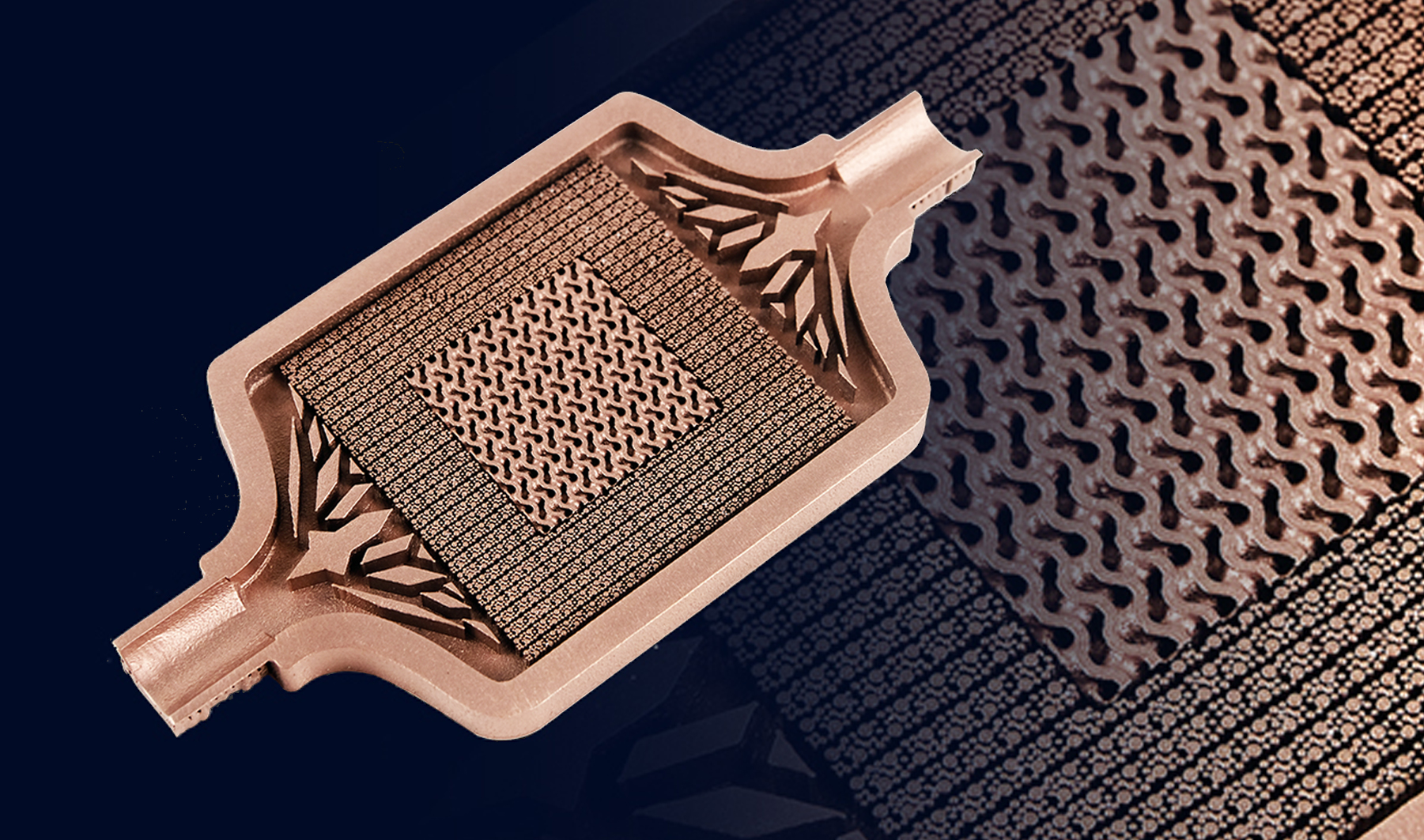
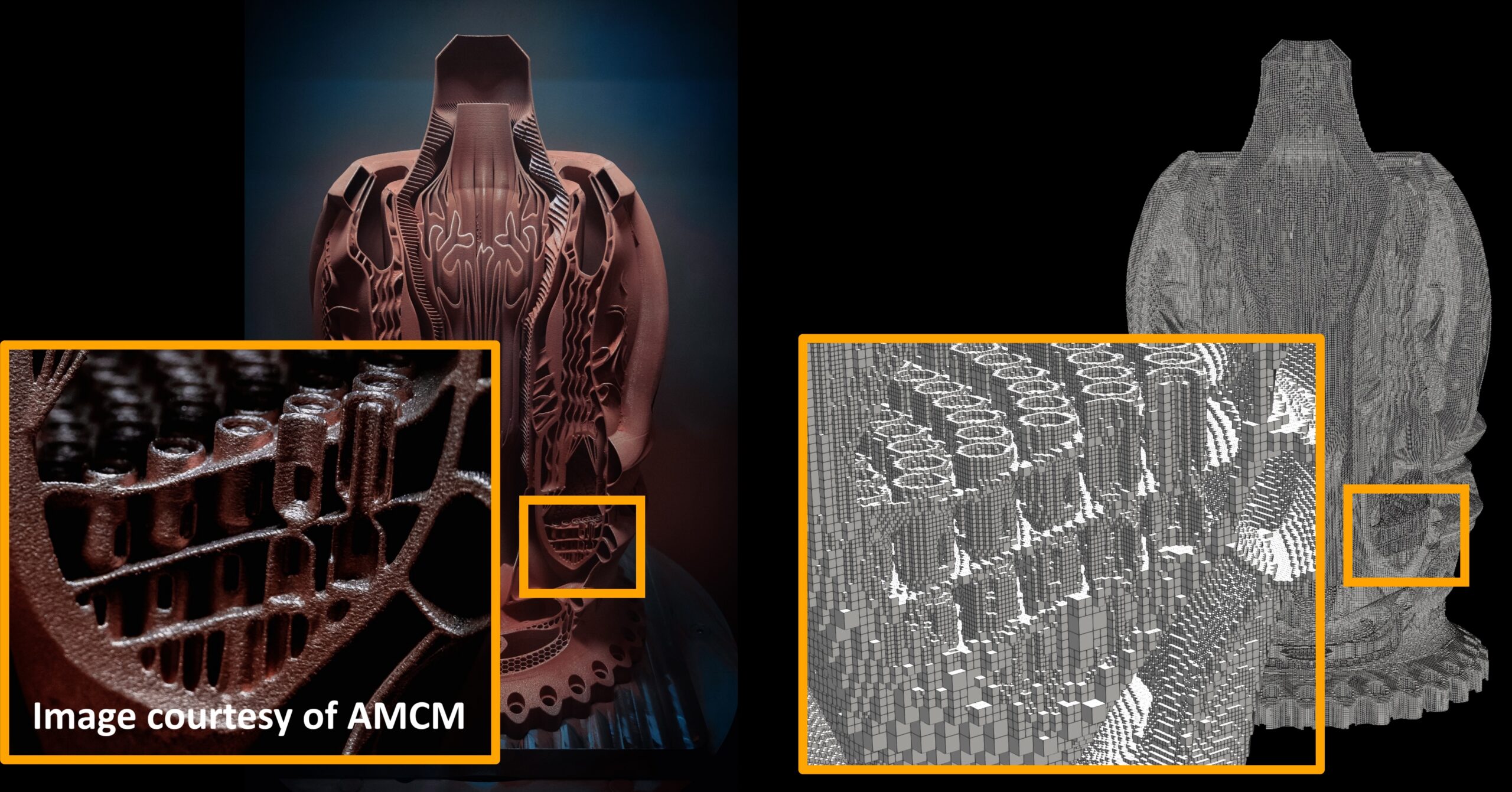
In Portal’s case, AM is particularly useful for producing the complex internal geometries needed in its solar-thermal propulsion systems, where heat transfer and material performance are critical. Those kinds of designs are difficult to achieve with traditional manufacturing, but much easier with 3D printing.
Over the past year, the company has moved quickly from early development to real hardware. It has already tested key systems in flight, including avionics like its flight computer and power systems, and is preparing its first spacecraft, Starburst-1, for launch on a SpaceX rideshare mission in late 2026. Over the past year, the company has moved quickly from early development to real hardware. It has already tested key systems in flight, including avionics like its flight computer and power systems, and is preparing its first spacecraft, Starburst-1, for launch on a SpaceX rideshare mission in late 2026.

Jeff Thornburg at the Paris Air Show 2025. Image courtesy of Portal Space Systems.
Portal Space isn’t the only company in the additive ecosystem to raise funding after appearing on 3DPrint.com and the 3DPOD. We’ve seen several past guests go on to secure major rounds, including VulcanForms, Fabric8Labs, Carbon, Firestorm Labs, and The Exploration Company. These companies come from different parts of the AM industry, from production-scale metal systems to defense, aerospace, and new materials, which shows how much the space has expanded.
The bigger picture
After a slower period for the additive manufacturing industry, funding like this is still happening, especially in areas like space. The focus is on real systems and hardware, not just the technology itself. 3D printing fits into that. It’s already used across propulsion and spacecraft systems, where lighter parts and faster iteration are key. Companies like Portal Space are building around that from the start. In cases like this, AM is not the product; it’s part of what makes that product possible.
As space becomes more crowded and more competitive, being able to move in orbit is becoming just as important as getting there in the first place. That shift is a big part of what’s driving interest in companies like Portal Space.
That’s especially true right now. With missions like Artemis moving forward, there’s more attention on the technologies that actually make those programs work. AM is one of them, already used in propulsion and spacecraft systems where complexity, weight, and speed are all important. For companies like Portal Space, that means designing for this from the start, not adding it in later.








 Warped Adaptive Modeling (MWAM) into GrabCAD Print Pro. This software addition will use measured dimensional data to automatically correct warping in complex parts, like industrial fixtures and electrical connectors, printed on the Origin DLP platform.
Warped Adaptive Modeling (MWAM) into GrabCAD Print Pro. This software addition will use measured dimensional data to automatically correct warping in complex parts, like industrial fixtures and electrical connectors, printed on the Origin DLP platform.