At TCT Asia 2026, the shift did not stop at metal production. It extended into the consumer and prosumer side of the market, where the same logic of scale, integration, and application focus is now beginning to take hold.
Hall 7.1 concentrated the metal AM value chain, covered in Part 1. Hall 8.1, by contrast, is where the crowd density felt especially intense, and where consumer-facing and prosumer-facing systems made a broader point about market maturity.
Desktop machines in China are no longer merely hobby devices. At the top end of the category, they are evolving into serious productivity tools for makers, engineers, design teams, microfactories, and print farms, with multi-material capability, sensor-driven reliability, and workflow efficiency that blur the line between desktop and industrial. The center of gravity has moved decisively toward functional production.
That matters because China is already the world’s dominant producer and exporter of desktop 3D printers, and that installed base creates something more valuable than shipment numbers alone: it creates usage. More usage means more service providers, more print farms, more material demand, more failed experiments, more successful iterations, more trained operators, more application discovery, and more buyers who know what they actually need. Markets get denser before they get smarter. China now has both density and growing sophistication, and TCT Asia reflected that.
Hall 8.1: The Ecosystem Beyond Printers
If Hall 7.1 demonstrated how metal AM is becoming production infrastructure, Hall 8.1 showed how the surrounding ecosystem is maturing to support it.
Snapmaker‘s U1, exhibited at Booth 8D87, took a structurally different approach to the multi-material problem. Rather than optimizing a single hotend, Snapmaker reimagined the mechanics entirely with SnapSwap , a system of four independent print heads, each pre-loaded and pre-heated with its own filament. The result: a swap time of just five seconds, with no purge tower required. That last point matters more than it sounds. Traditional multi-color systems waste enormous amounts of filament on purge blocks, material printed solely to flush the previous color from a shared nozzle. Snapmaker claims the U1 eliminates up to 80% of that waste. With a 270 × 270 × 270 mm build volume, 500 mm/s motion speed, RFID-based filament recognition, and over a dozen onboard sensors handling auto-calibration from head offset to vibration compensation, the U1 is positioned not as a hobbyist curiosity but as a serious tool for small-batch production and print farms where material cost and uptime are real constraints. For a print farm running dozens of units around the clock, eliminating purge towers not only saves filament but also shortens print times, reduces post-processing labor, and directly improves unit economics per part. That is the kind of incremental efficiency gain that separates a viable manufacturing workflow from an expensive hobby.
, a system of four independent print heads, each pre-loaded and pre-heated with its own filament. The result: a swap time of just five seconds, with no purge tower required. That last point matters more than it sounds. Traditional multi-color systems waste enormous amounts of filament on purge blocks, material printed solely to flush the previous color from a shared nozzle. Snapmaker claims the U1 eliminates up to 80% of that waste. With a 270 × 270 × 270 mm build volume, 500 mm/s motion speed, RFID-based filament recognition, and over a dozen onboard sensors handling auto-calibration from head offset to vibration compensation, the U1 is positioned not as a hobbyist curiosity but as a serious tool for small-batch production and print farms where material cost and uptime are real constraints. For a print farm running dozens of units around the clock, eliminating purge towers not only saves filament but also shortens print times, reduces post-processing labor, and directly improves unit economics per part. That is the kind of incremental efficiency gain that separates a viable manufacturing workflow from an expensive hobby.
Atomic Form (原子重塑), exhibiting at Booth 8F35, pushed the envelope further still. A newcomer backed by serious infrastructure (the company is part of the MOVA Group ecosystem, itself connected to Dreame and the broader Xiaomi supply chain), Atomic Form arrived at TCT Asia with its Palette 300, the world’s first 12-nozzle FDM 3D printer. The OmniElement turret system rotates between 12 independently addressable nozzles and, when connected to 6 RFD-6 filament management units, supports up to 36 colors and 12 materials in a single print job across a 300 × 300 × 300 mm build volume. Four AI-driven cameras and over 50 sensors monitor the process in real time, autonomously handling nozzle calibration and defect detection. Atomic Form claims a 90% reduction in material waste compared to conventional filament-switching methods, achieved by eliminating purge cycles. But the bigger story at TCT Asia was not just the Palette 300 itself. It was the broader impression that Atomic Form is trying to build more than a single standout machine: a wider desktop manufacturing ecosystem. The speed at which a company founded in 2023 has moved from its first product announcement to a multi-platform lineup, securing two funding rounds within its first six months, is itself a data point on the velocity and capital intensity of China’s consumer 3D printing market. But it also signals something structural: the Xiaomi-adjacent supply chain ecosystem, with its expertise in mass manufacturing, sensor integration, and aggressive pricing, is now flowing directly into desktop 3D printing. If that pattern holds, it could compress the timeline for hardware commoditization even further.
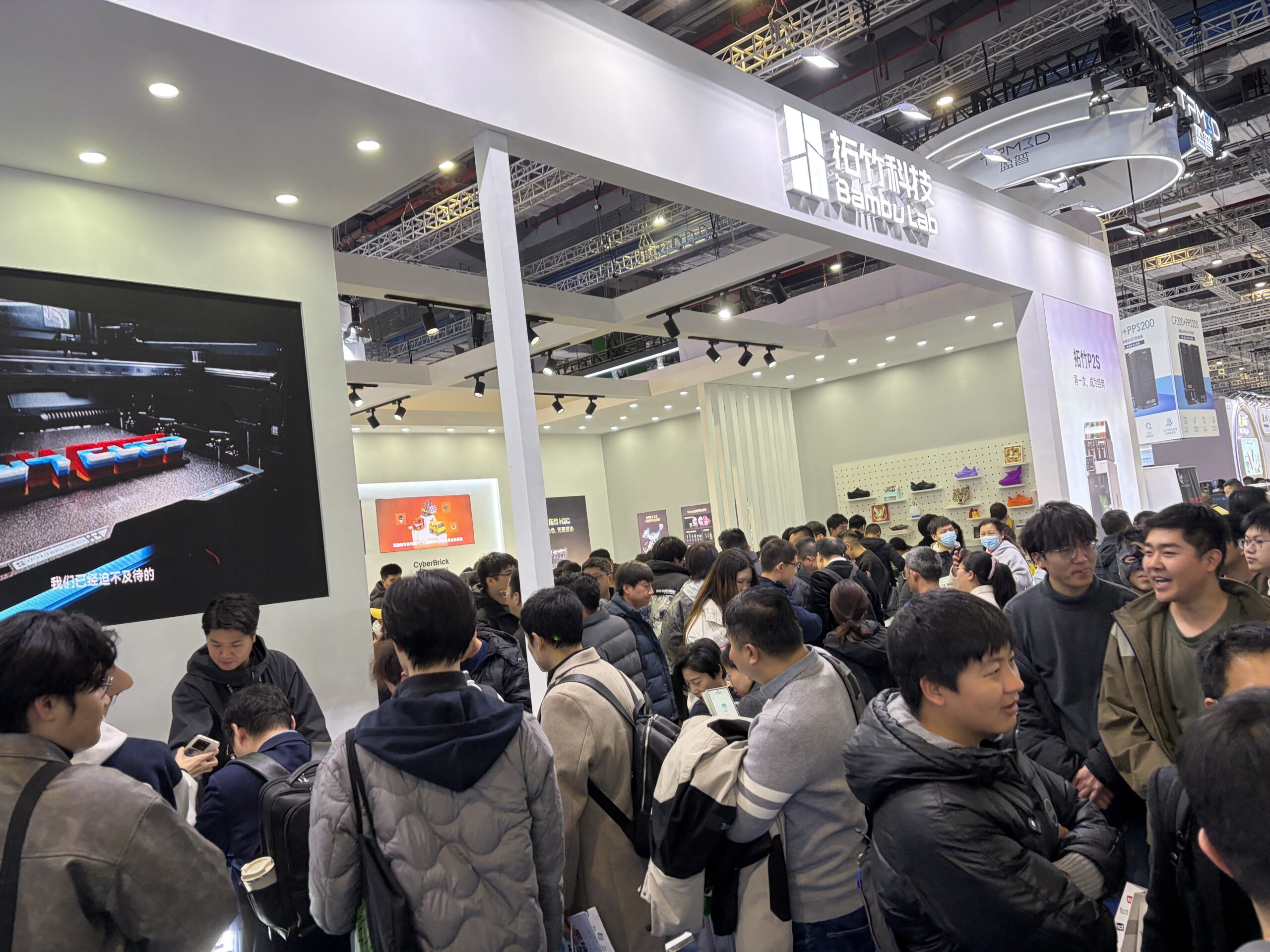
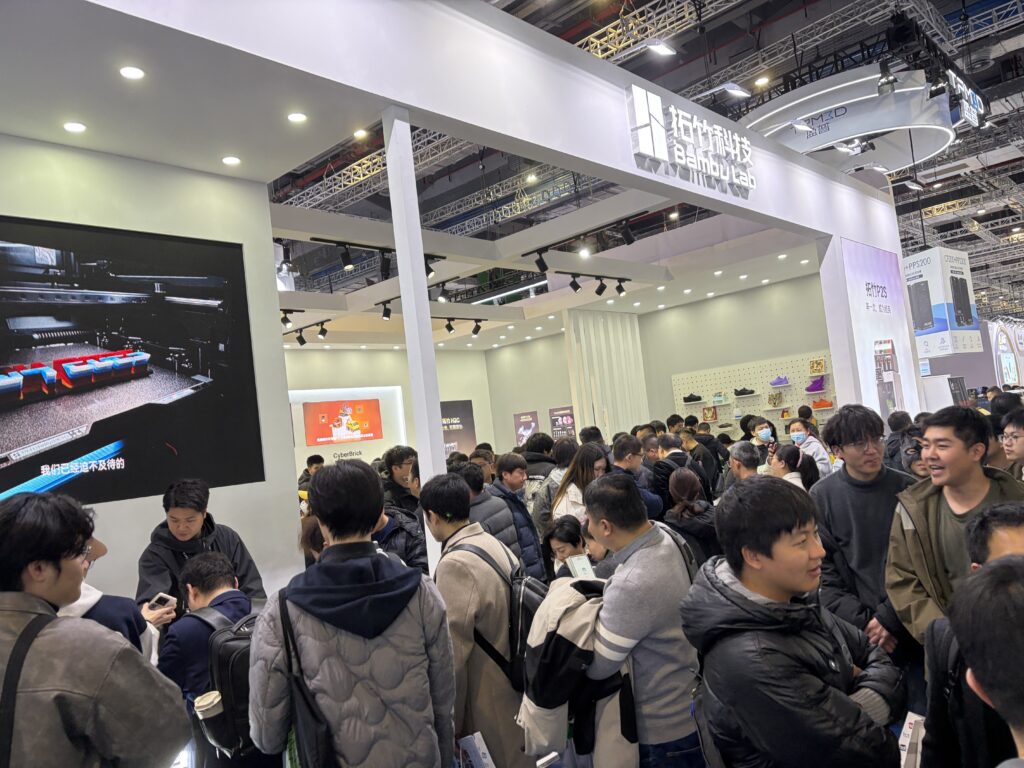
And then there was Bambu Lab. Having crossed 10 billion RMB (roughly $1.4 billion USD) in annual revenue, a figure unprecedented in desktop 3D printing history, the company arrived at TCT Asia with a full lineup spanning entry-level (A1), prosumer (P2S), and industrial-grade systems (H2D, H2C, H2S). Their exhibition included not just consumer products but Formula SAE racing car components, motorcycle helmets, and shoe midsoles, end-use parts that demonstrate engineering-grade reliability.
What makes Bambu Lab’s trajectory consequential for the broader industry is not just its revenue. It is the ecosystem density they create. Over 40 proprietary material profiles synchronized with hardware and software. AI-based error correction. Cloud-based fleet management. And the announcement of a new Shanghai subsidiary with 70+ R&D hires focused on AI algorithms, embedded systems, and the MakerWorld platform. Bambu Lab is building the infrastructure for a world where hundreds of desktop printers in a single facility constitute a viable manufacturing operation, the “print farm” model scaled to industrial relevance. But the strategic implication runs deeper still. With proprietary material profiles locked to Bambu hardware and software, cloud-based fleet management, and AI error correction, the company is constructing an ecosystem moat that makes switching costs real. For the global desktop AM market, Bambu Lab is becoming less a printer company and more a platform, one that increasingly defines how a growing share of the world’s desktop parts get designed, printed, and managed.
Generative AI Design Tools Enter Hall 8.1
If Hall 7.1 showed why AM economics are finally viable at scale, and Hall 8.1 showed how hardware ecosystems are maturing to meet that demand, the generative AI exhibitors pointed to what may be the last major bottleneck: design. The ability to operate CAD software has long been the gating skill between having an idea and producing a printable file. A cluster of generative AI 3D modeling companies in Hall 8.1 suggested that the bottleneck is beginning to crack, and they were not software vendors tucked into a side booth, but exhibitors with sizable stands, Tech Stage speaking slots, and live integrations with the printer manufacturers next door. Their presence at a manufacturing trade show rather than a software or gaming event said something about where these companies see their paying customers.
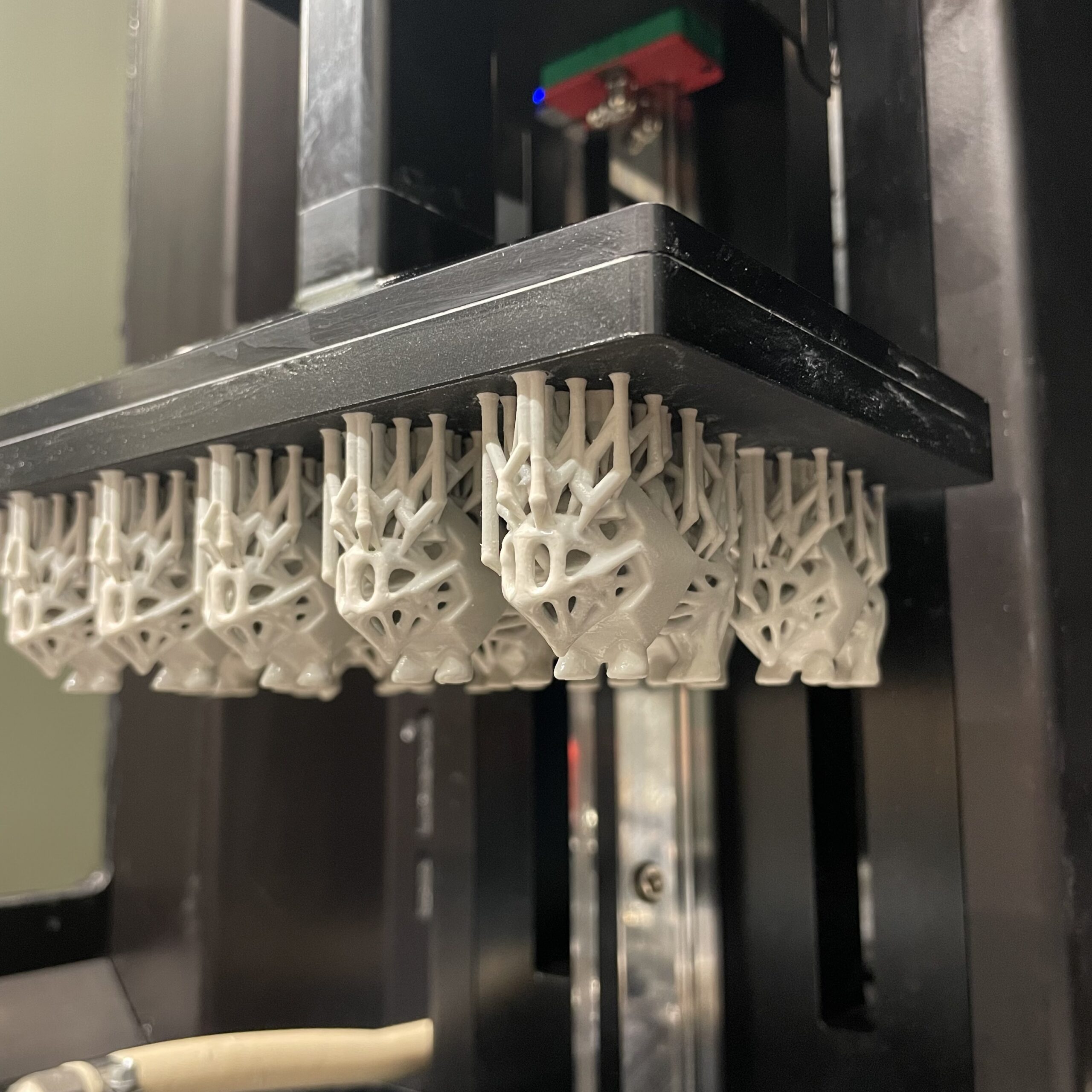
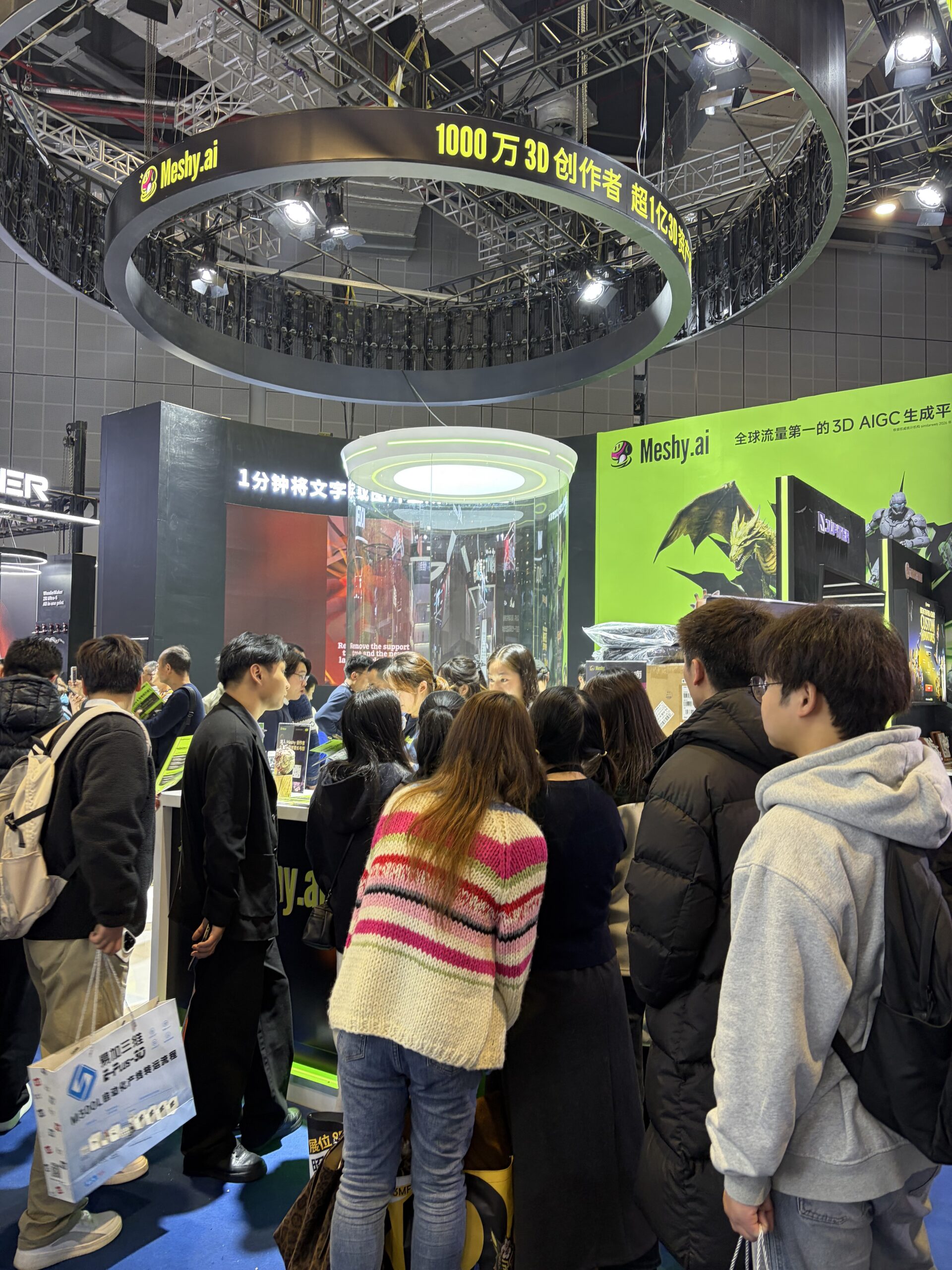
Meshy AI (Booth 8K28) showcased Meshy 6, its latest text-and-image-to-3D model, alongside a new service, Meshy Creative Lab, that handles geometry repair, material recommendations, and print-file preparation in a single pipeline. The company says it has over five million registered creators and three million monthly active users, with more than half based in Europe and North America. The more concrete story at TCT Asia was its integration with Bambu Lab. Meshy’s modeling engine is now embedded in MakerWorld’s MakerLab: a user uploads an image, the system generates a 3D model, and the output drops into Bambu Studio as a 3MF file with color mapping already matched to the AMS filament system. Meshy reports a 97 percent slicing success rate for character models. The workflow supports up to 16-color printing and eliminates the manual color-assignment step that has been a persistent friction point in multi-material FDM. Whether or not the output quality meets professional designers’ standards, the pipeline itself (image in, printable file out, no CAD step) is a real reduction in the barrier between idea and object.
Tripo AI (Booth 8B25), built by VAST, showcased High-Poly 3.0, built on its open-sourced TripoSF (Sparse Flex) architecture. VAST was founded in 2023 and closed a $50 million Series A in March 2026, led by Alibaba Group and Hengxu Capital. The platform reports 6.5 million creators and roughly 100 million models generated to date. High-Poly 3.0 offers two output modes: a Standard mode with topology optimization for game and product design workflows, and an Ultra mode for greater geometric detail. Like Meshy, Tripo supports 3MF color export and connects to third-party printing services for physical fulfillment. Tripo also ran a Bit to Atom Challenge with TCT Asia, where competition entries were printed and displayed on the show floor, a practical if modest demonstration of the generation-to-fabrication loop.
Hitem3D (Booth 8C35), developed by MathMagic (数美万物), focused on the texture and manufacturability side of the problem. MathMagic was founded in 2024 by former ByteDance and Alibaba engineers, and says it has reached over one million users in 150 countries, with integrations at companies including Bambu Lab and xTool. The Hitem3D 2.0 release centers on what the company calls structure-aware texture generation at 1536³ resolution, about three times the voxel density of the 512³ standard common among competitors. The practical claim is that textures are generated jointly with geometry rather than projected onto surfaces afterward, thereby reducing common artifacts such as stretching and misalignment at seams. More relevant for manufacturing, the system incorporates thickness and tolerance constraints into the generation step, so models are closer to printable at the point of creation rather than requiring extensive post-processing. Co-founder Jia Rongfei spoke on the Tech Stage under the title “3D Generation Foundation Models: From Seeing to Making.”
The broader pattern here is worth noting. These companies chose a 3D printing trade show as their stage because the 3D printing user base (makers, print farms, small-batch producers) is where the immediate commercial demand for fast, low-skill 3D modeling actually sits. The technology is still early. Output quality varies, and most generated models still need manual cleanup for demanding applications. But the direction is clear: generative AI is being built toward manufacturing output, not away from it.

What TCT Asia 2026 Tells Us
I have been covering Asia’s AM market for several years now, and TCT Asia 2026 felt qualitatively different from any show I have attended. Not because the technology was unrecognizably advanced, but because the conversation has shifted.
The economics have crossed a threshold. The structural cost reductions documented across this article are opening demand categories from consumer electronics to personalized footwear.
The quality infrastructure has matured in parallel. The gap between what can be printed and what can be certified is closing, not as an aspiration, but as a deployment reality across aerospace, nuclear, and automotive supply chains. It was telling that ASTM International ran a full-day Certificate Course on AM quality assurance at Hall 8.1H on March 16, the day before TCT Asia’s doors opened, covering the ISO/ASTM joint standards framework, installation, operational, and performance qualification (IQ/OQ/PQ), and the practical mechanics of building a compliant AM production site.
The course was led by ASTM’s own additive manufacturing program team, and it was not an academic sidebar. It was a pre-show prerequisite aimed squarely at the engineers and quality managers who will decide whether the machines on display in Halls 7.1 and 8.1 ever make it into certified supply chains. Behind the scenes, ASTM’s Additive Manufacturing Certification Committee (AMCC), an OEM-led body formed in 2024 with participation from Boeing, Lockheed Martin, and others, has been building an audit-based certification program for AM service providers grounded in ISO/ASTM 52920, 52901, and 52904. That program is designed to answer a question the industry has been circling for years: how do you trust a printed part enough to fly it, implant it, or drive it? For the Chinese ecosystem in particular, where hardware capability is now clearly world-class, qualification and certification infrastructure may be the single most consequential gap remaining. Machines can be scaled. Materials can be localized. But trust, the kind embedded in globally recognized standards, third-party audits, and traceable process qualification, cannot be rushed. It has to be built. ASTM’s growing presence at a show like TCT Asia suggests that both sides of that equation understand the stakes.
And perhaps most consequentially, China’s AM ecosystem has reached the depth where its own internal competition drives rapid iteration. The supply chain is increasingly localized, vertically integrated, and self-reinforcing. The pace at which proven concepts are absorbed, scaled, and commercialized is something the rest of the industry is only beginning to reckon with.
For Western AM companies, from EOS and SLM Solutions to Stratasys and 3D Systems, the question is no longer whether China can compete at the technology frontier. It can. The question is how to compete in a market where your counterparts operate with structurally lower costs, faster iteration cycles, and a domestic market large enough to fund global ambition. The answer will likely involve doubling down on what the Western ecosystem still does best: regulatory navigation, quality certification ecosystems, deep application engineering partnerships, and the trust infrastructure that aerospace and medical customers still demand. But the window for complacency is closing.
Walking out of NECC on the final afternoon, I kept thinking about the crowd in Hall 8.1. Even on the way out, the venue still felt packed. The energy there wasn’t that of a trade show. It was the energy of a market that had achieved critical mass. The makers, engineers, and entrepreneurs filling those aisles were not spectators. They were participants in a manufacturing ecosystem that is becoming too large, too fast, and too commercially grounded to ignore.

Images courtesy of Sangmin “Simon” Lee for 3DPrint.com.