In this weekend’s 3D Printing News Briefs, AMUG announced the winners of its Technical Competition, and Authentise launched AI platform Whisper at RAPID. Bambu Lab wasn’t at RAPID, but launched a new 3D printer, and AMGTA released an independent report on the role of additive manufacturing (AM) in resource-efficient manufacturing systems. Finally, we’ll give you an update on an open source 3D printer enclosure designed by university students last year.
AMUG Announced Winners of Annual Technical Competition


At last month’s Additive Manufacturing Users Group (AMUG) Conference, the group held its annual Technical Competition, recognizing excellence in AM applications and finishing methods. This year, the categories were modified, and many of the entrants were first-time competitors, or even first-time attendees. A panel of 12 AMUG DINOs chose the winners. The winner for Finishing & Post Processing was Joshua Boykin, PhD, a senior research chemist with REM Surface Engineering, with his entry on “Breaking the Powder Barrier: Selective Chemical Declogging Enables Truly Free AM Design.” It was a production-ready chemical process, validated through high-resolution X-ray CT analysis, that selectively removes sintered powder from fully enclosed internal passages in metal LPBF parts without degrading thin-wall geometries. The judges were so impressed that they also gave it the Members’ Choice award. Halil Tekinalp of ORNL won second with “Multiplexing Extrusion System (MExS): Multi-material AM System for Tailored Hybrid Composites,” and Jason Jones with Hybrid Manufacturing Technologies won third for “Seeing Beneath the Surface: Accelerating AM Adoption through In-situ Volumetric Inspection.”
The winning entry for the Advanced Concepts category, “Additive-Enabled Miniature Silicone Component Manufacturing via Sacrificial Tooling,” was submitted by Ethan Hartmann, solutions engineer at B9Creations. This demonstrated a novel workflow for high-resolution, microscale DLP printing and silicone-safe soluble tooling of true platinum-cure silicone components. Fine features and complex internal geometries of just a few hundred microns in size were created, thanks to careful development of print parameters, silicone processing techniques, and sacrificial mold design. There was a tie for second place in this category: Aaron Sherman of HellermannTyton for “Pip-Boy 3000 Mk V—Prop Replica from the Fallout TV Series,” a detailed, functional prop replica, and Joe Olguin of Sandia National Laboratories for “Adapting an As-printed LPBF Design for Ultra-Thin Sectioning,” which demonstrated a process-driven approach to enabling the sectioning of LPBF 3D printed 316L components.
Authentise Announced Whisper AI Platform at RAPID+TCT
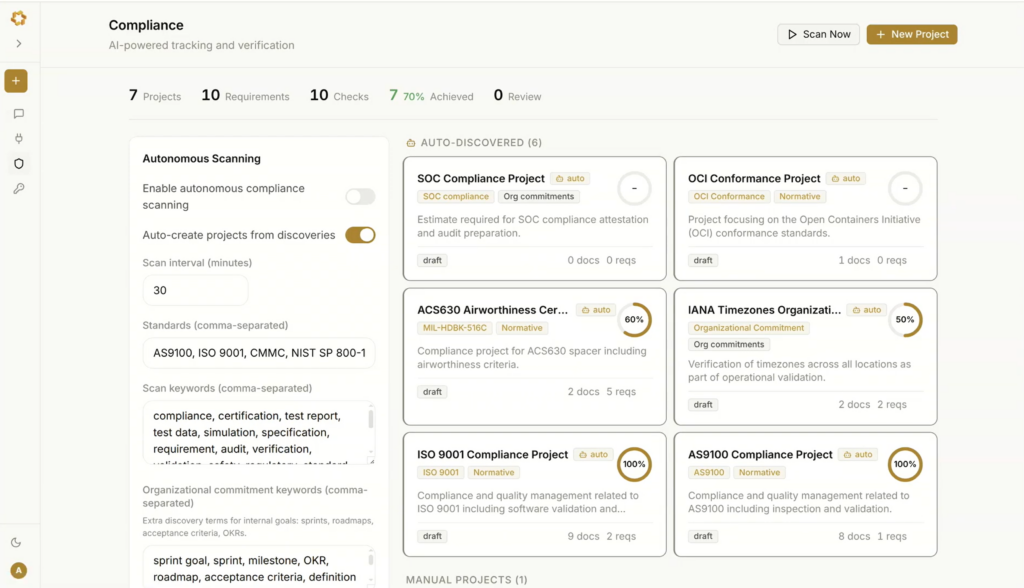
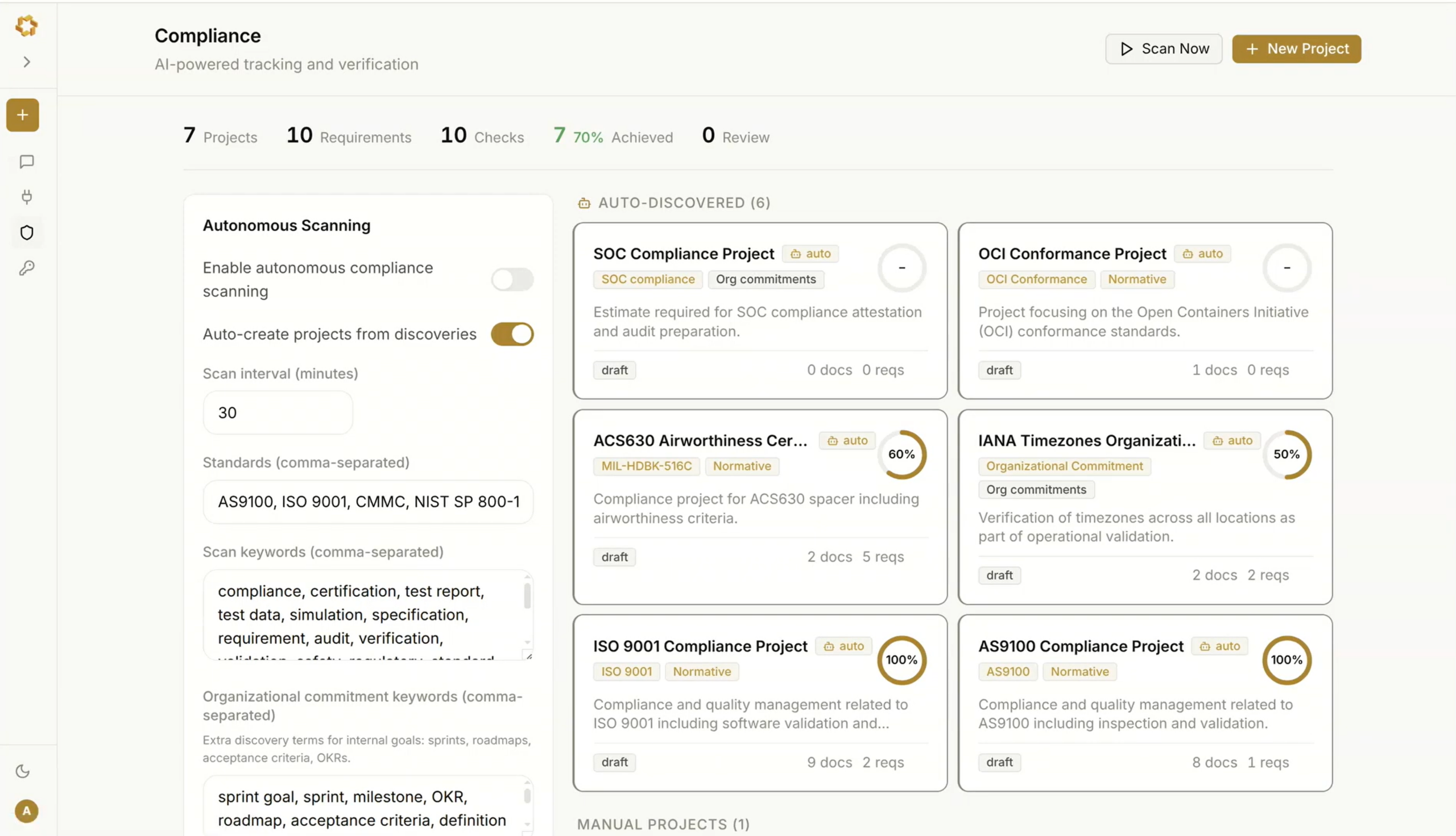
At the recent RAPID+TCT conference in Boston, data-driven AM software company Authentise announced the launch of its new AI platform, Whisper, which was created to capture, understand, and act on engineering intent across the full lifecycle, from idea all the way to finished part. This “agentic AI backbone” captures engineering activity and intent as soon as it happens and connects everything, turning it into real-time action inside enterprise systems. Most valuable knowledge at engineering organizations comes out in meetings, emails, and informal decisions, without actually making it into the systems, and Whisper is meant to fix this problem, capturing activity from tools like emails, Slack, and enterprise systems. The platform’s configurable agents work in the background to organize the data, apply context and permissions, and act on the data within an organization’s existing workflows. Authentise says the result is real-time compliance checks, earlier risk detection, full provenance to specific parts and projects, and automated updates across ERP, PLM, and QMS systems.
“Engineering intent is the missing layer in digital transformation. We’ve spent 14 years helping companies digitize workflows. Whisper is the next step,” explained Authentise CEO Andre Wegner. “It doesn’t ask engineers to change how they work. It listens, understands, and acts.”
Whisper was released as source-available, so customers can extend and deploy it within their own environments. Early access programs are immediately available for select customers and partners, requiring a low upfront commitment; full costs are only incurred once value is proven.
Bambu Lab Launched X2D Printer, Second Generation of X-Series

Many of us on the show floor at RAPID were surprised to learn that Bambu Lab did not have a booth. But, its lack of attendance didn’t stop the company from launching the second generation in its flagship X-Series, the X2D printer with dual extrusion. We all know that Bambu Lab changed the desktop game when it launched the X1 in 2022, showing everyone that you didn’t need to spend hours experimenting with parameters and calibration. People without specialized knowledge could use the system right out of the box, without any trial and error. Designed for people who want to create, rather than mess with technical issues, the new X2D takes this a step further, and is said to be a system “that operates like any household device, yet prints like a professional production studio.” The X2D is what the company has been building towards all this time: a machine that’s ready to go right out of the box.
The X2D automatically calibrates before each job, monitors the process with dozens of sensors and offers real-time compensation for any deviations, and prints with two nozzles, which should make it easy to remove supports. It features an enclosed, temperature-controlled print chamber, a triple-stage air filtration system that absorbs odors and captures particles, and a noise level that’s below 50 dB in silent mode. With a single main nozzle, the build volume is 256 × 256 × 260 mm, and it’s 235.5 × 256 × 256 mm with the dual nozzle intersection. There’s an optional Vision Encoder, which Bambu says offers accuracy down to 50 microns, a PMSM motor with 20 kHz sampling rate, and models come with validated print settings. Finally, Bambu Studio, Bambu Handy, MakerWorld, Maker’s Supply, Maker’s Lab and the designer crowdfunding program are not just add-ons, but, as the company write, “the context in which the printer operates.” The new X2D is available at $649 (before tax), and the Combo version, which includes a multimaterial feeding system, starts at $899 before tax.
AMGTA Released Report on Role of AM in Resource-Efficient Manufacturing Systems
At its recent Annual Member Summit, the Additive Manufacturing Green Trade Association (AMGTA) presented and released an independent report titled Additive Manufacturing in Resource-Efficient Manufacturing Systems. It pulls from six years of observation from both sides of the ecosystem to establish a structural argument for how AM should be evaluated, communicated, and deployed at the part, system, and enterprise levels. These are where the technology’s most significant advantages in supply chain resilience, resource efficiency, and capital allocation really materialize. When you do standard cost comparisons of AM vs. conventional manufacturing, you get the same direct production costs for both, but end up excluding costs that the latter “embeds as invisible background,” like obsolescence write-offs. This results in a structural bias that makes AM seem more expensive, and the AMGTA report calls this not a technology problem, but a framing and measurement problem. The report offers an evaluative structure that organizations can use to conduct better comparisons across all levels.
“The technology is proven. But the current adoption curve doesn’t reflect it—and one major reason is that the industry has been evaluating AM against a standard that was never designed to capture what AM actually changes. This report is the result of six years of watching that gap play out across industries, applications, and geographies. It is the argument the industry has needed and that only an organization with no commercial interest could make,” said Sherri Monroe, Executive Director of AMGTA.
You can get the report on the AMGTA website. Its companion Strategy 2030 document, What We Do and Why Membership Matters, is only available to AMGTA members.
Student-Built Clura Enclosure Reports Successful Kickstarter
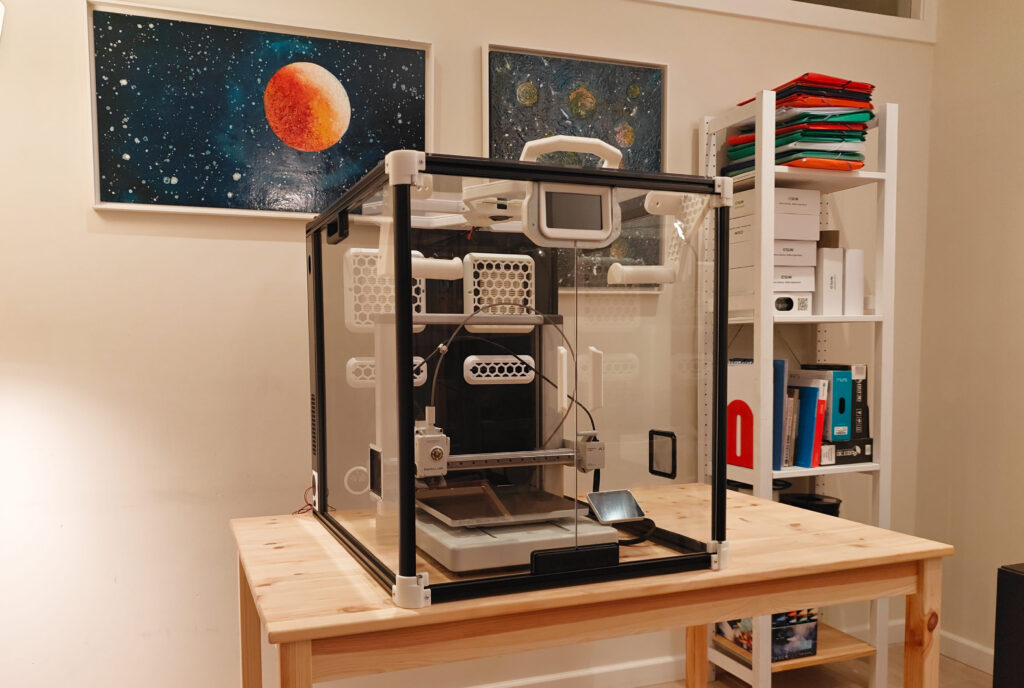
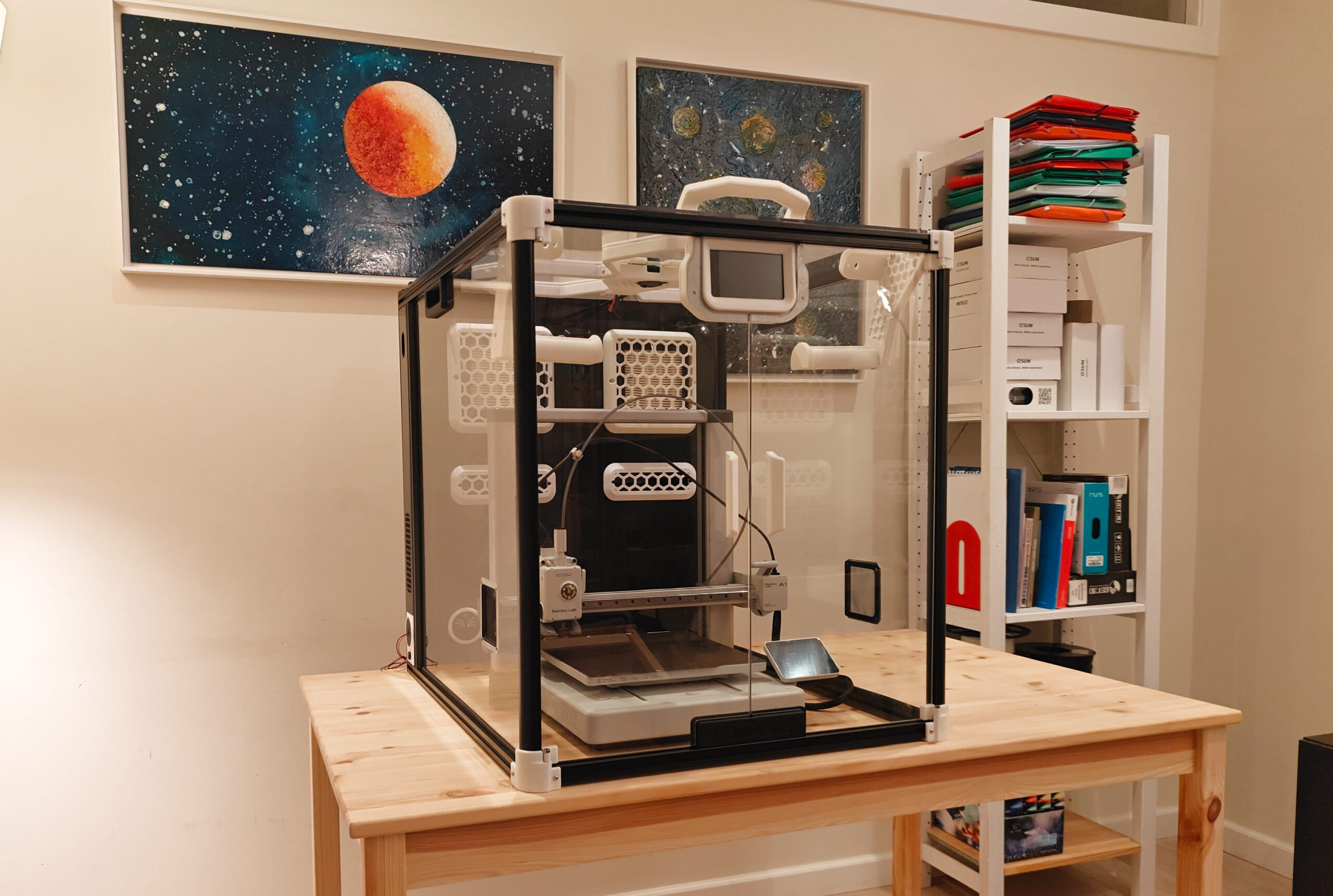
Last summer, we reported on a modular, affordable, open source 3D printer enclosure, called Clura, that was developed by TU Delft aerospace engineering student Fabrizio Blasio and some of his fellow students. The idea was to improve air quality during desktop 3D printing, but do it in such a way that the solution was accessible (re: affordable) for everyone. They added all kinds of great features, such as a dual-layer HEPA + carbon filter system, integrated sensors that track air quality, temperature, humidity, and particulate matter, an optical smoke sensor, smart touchscreen interface, filament tracking with load cells, and a gas detection module. Blasio, Clura co-founder Goncalo Martins, and head of logistics and manufacturing Peter, made the 3D printed enclosure open source, sharing all the documentation and putting the CAD files on Github so that other makers could benefit from their design. This winter, the team launched a Kickstarter campaign, which raised $41,907—over eight times the amount they set out to raise. So clearly, other makers think this enclosure is a necessary product.
The team says Clura supports several popular desktop 3D printers, including the Prusa MK3, Prusa Mini, Bambu A1, Bambu A1 Mini, Ender 3, and Creality HI. It filters fumes, reduces noise, detects fire, measures filament weight, illuminates your printer, and just generally improves the 3D printing experience. The Clura Pro is $259, which includes the base feature, load cells, advanced smoke sensors, and air quality sensor, whilte the Clura Lite is $189, including the full structure with aluminum extrusions and acrylic panels, the filtration system, and LEDs. The $239 Clura Base includes everything you get with the Clura Lite, plus a screen and basic environmental and smoke sensors. Finally, you can get the Electronics Kit for $119, which offers standalone electronics (screen, mainboard, sensors, load cells, LEDs, etc.) for DIY builds. By making the 3D printed enclosure open source, the Clura team is improving safety for other passionate makers who may not be able to afford a more professional solution.





 turret exists because software alone cannot fully eliminate shared-nozzle constraints. Waste optimization, however sophisticated, still operates within the limitations it’s trying to overcome. So, the Palette 300 engineers removed the reason for it.
turret exists because software alone cannot fully eliminate shared-nozzle constraints. Waste optimization, however sophisticated, still operates within the limitations it’s trying to overcome. So, the Palette 300 engineers removed the reason for it.